M Feld TBM062
I. Nazwa zakładu
II. Dział
VI. Szkic części (wymiary i znaki obróbki)
III. Oddział
VII.
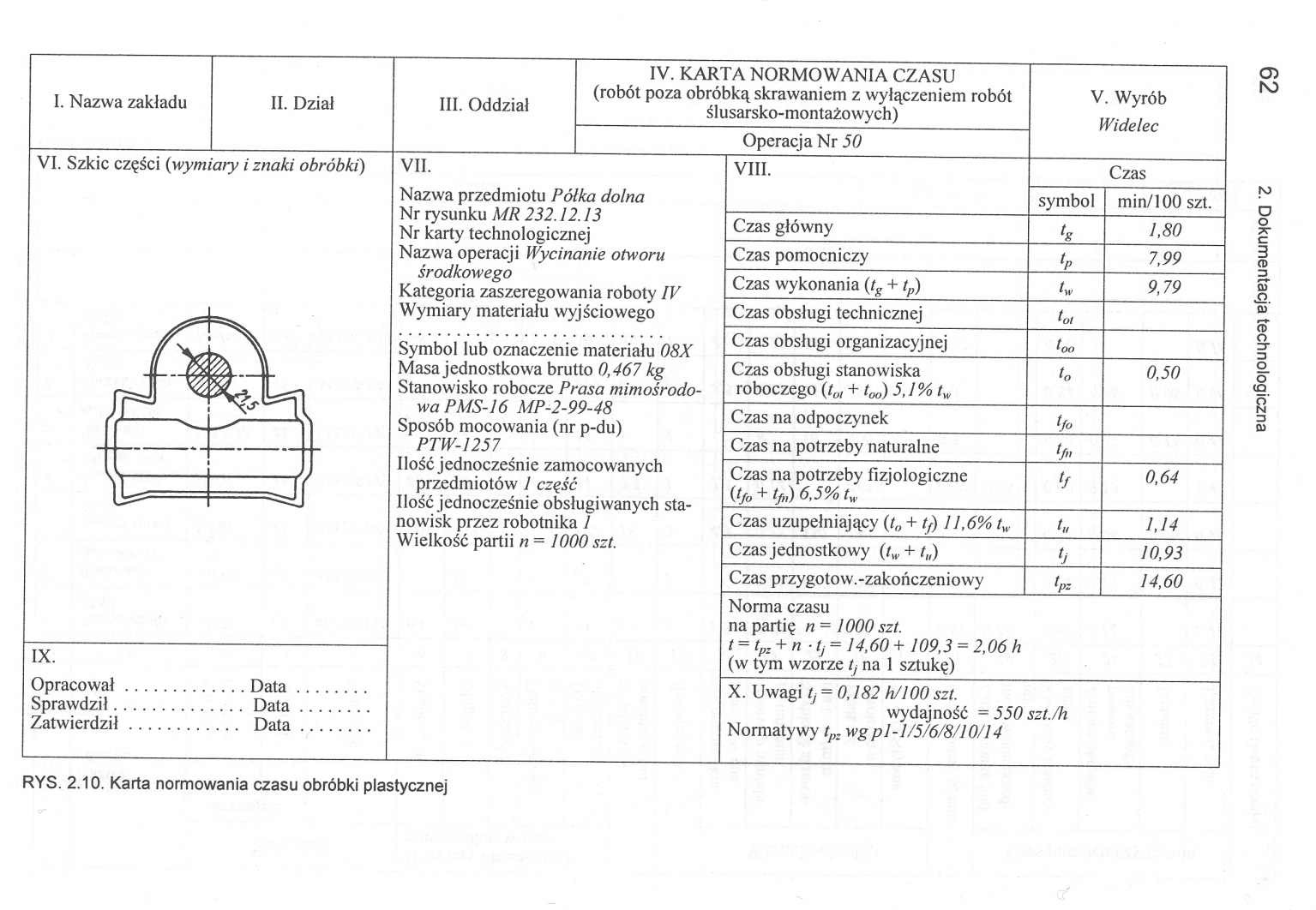
IV. KARTA NORMOWANIA CZASU (robót poza obróbką skrawaniem z wyłączeniem robót ślusarsko-montażowych)
Nazwa przedmiotu Półka dolna Nr rysunku MR 232.12.13 Nr karty technologicznej Nazwa operacji Wycinanie otworu środkowego
Kategoria zaszeregowania roboty IV Wymiary materiału wyjściowego
Symbol lub oznaczenie materiału 08X Masa jednostkowa brutto 0,467 kg Stanowisko robocze Prasa mimośrodo-wa PMS-16 MP-2-99-48 Sposób mocowania (nr p-du) PTW-1257
Ilość jednocześnie zamocowanych przedmiotów 1 część Ilość jednocześnie obsługiwanych stanowisk przez robotnika 1 Wielkość partii n = 1000 szt.
V. Wyrób
Widelec
IX.
Opracował.............Data
Sprawdził..............Data
Zatwierdził............ Data
Operacja Nr 50 VIII.
Czas
|
symbol |
min/100 szt. | |
|
Czas główny |
łg |
1,80 |
|
Czas pomocniczy |
tp |
7,99 |
|
Czas wykonania (tg + tp) |
tw |
9,79 |
|
Czas obsługi technicznej |
tol | |
|
Czas obsługi organizacyjnej |
too | |
|
Czas obsługi stanowiska roboczego (t„, +100) 5,1% tw |
t„ |
0,50 |
|
Czas na odpoczynek |
bo | |
|
Czas na potrzeby naturalne |
tf> | |
|
Czas na potrzeby fizjologiczne (t/o + tj„) 6,5% tw |
'/ |
0,64 |
|
Czas uzupełniający (t0 + tj) 11,6% tw |
t„ |
1,14 |
|
Czas jednostkowy (?,„ + /„) |
{j |
10,93 |
|
Czas przygotow.-zakończeniowy |
tp-- |
14,60 |
|
Norma czasu na partię n = 1000 szt. t~tpz + n ■tj= 14,60 + 109,3 = 2,06 h (w tym wzorze tj na 1 sztukę) | ||
|
X. Uwagi tj = 0,182 h/100 szt. wydajność = 550 szt./h Normatywy tp. wg p 1-1/5/6/8/10/14 | ||
2. Dokumentacja technologiczna
RYS. 2.10. Karta normowania czasu obróbki plastycznej
Wyszukiwarka
Podobne podstrony:
M Feld TBM060 I. Nazwa zakładu II. Dział VI. Szkic części (wymiary i znaki obróbki) III. Oddział VII
M Feld TBM057 Nazwa zakładu Instrukcja nr 11 Arkusz I Liczba arkuszy [ 1/3 OPIS OPERACJI: Sprawdzeni
M Feld TBM059 Nazwa zakładu Instrukcja nr 11 Symbol Nr rysunku Pozycja Nazwa części Arkusz
M Feld TBM064 Nazwa zakładu SPIS POMOCY WARSZTATOWYCH Cecha wyrobu Fula Nazwa części Widełki dolne N
M Feld TBM065 Nazwa zakładu PROCES TECHNOLOGICZNY Cecha wyrobu OZ Nr części 01.15. Nazwa
M Feld TBM182 Nazwa zakładu Karta programowa NUMS-320T Nr programu 2.3.02./2 Nazwa części Rolka
M Feld TBM357 Nazwa zakładu Instrukcja Nr 1 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM358 Nazwa zakładu Instrukcja Nr 2 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM359 Nazwa zakładu Instrukcja Nr 3 Arkusz 1 Liczba arkuszy 1OPIS OPERACJI 1. &n
M Feld TBM360 Nazwa zakładu Instrukcja Nr 4 Arkusz 1 Liczba arkuszy 1 OPIS OPERACJI 1. Frezować rowe
M Feld TBM361 Nazwa zakładu Instrukcja Nr 6 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM362 Nazwa zakładu Instrukcja Nr 7 Symbol Nr rysunku Pozycja Nazwa części Arkusz 1 Liczba
M Feld TBM366 Nazwa zakładu Instrukcja Nr 3 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM367 Nazwa zakładu Instrukcja Nr 4 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM368 Nazwa zakładu Instrukcja Nr 7 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM435 Nazwa zakładu Instrukcja Nr 1 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM436 Nazwa zakładu Instrukcja Nr 2 Symbol Nr rysunku Pozycja Nazwa części Arkusz 1 Liczba
M Feld TBM437 Nazwa zakładu Instrukcja Nr 2 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM438 Nazwa zakładu Instrukcja Nr 3 Symbol Nr rysunku Pozycja Nazwa części Arkusz I Liczba
więcej podobnych podstron