M Feld TBM047
47
2.2. Instrukcja obróbki
|
Nazwa zakładu |
KARTA TECHNOLOGICZNA |
Ark./L. ark. |
Symbol | ||||||||
|
Nr zlecenia | |||||||||||
|
Nr rys. 6240 |
Nazwa części Zapadka |
Masa kg |
Sztuk na komplet 3 | ||||||||
|
Nr cz. 3 |
Sztuk w serii 5000 | ||||||||||
|
Materiał 15 |
Półfabrykat Pręt walcowany 024 |
Masa kg |
Półfabrykat dostarczyć do | ||||||||
|
Nr ope racji |
Treść operacji |
Stano wisko |
Pomoce |
Kat. pracy |
Czas min. |
Koszt jednostk. zł. | |||||
|
pnzyg. |
jed- nostk. | ||||||||||
|
/ |
Ciąć materiał |
OT |
instr. Nr 1 | ||||||||
|
2 |
Toczyć |
TU |
instr. Nr 2 | ||||||||
|
3 |
Toczyć |
TU |
instr. Nr 3 | ||||||||
|
4 |
Toczyć |
TU |
instr. Nr 4 | ||||||||
|
5 |
Nawęglać |
HT |
instr. Nr 5 | ||||||||
|
6 |
Zdjąć warstwę nawęgloną |
HT |
instr. Nr 6 | ||||||||
|
7 |
Hartować |
TU |
instr. Nr 7 | ||||||||
|
8 |
Szlifować |
S |
instr. Nr 8 | ||||||||
|
9 |
Szlifować |
S |
instr. Nr 9 | ||||||||
|
10 |
Odcięcie naddatku |
TU |
instr. Nr 10 | ||||||||
|
11 |
Szlifowanie powierzchni czołowej |
SO |
instr. Nr 11 | ||||||||
|
12 |
Kontrola ostateczna |
KT |
instr. Nr 12 | ||||||||
|
Było |
Do przeniesienia Suma | ||||||||||
|
Zmiany |
Zmieniono |
Planował |
Kalkulował |
Zatwierdził | |||||||
|
data |
podpis |
data |
podpis |
data |
podpis | ||||||
|
Data i podpis | |||||||||||
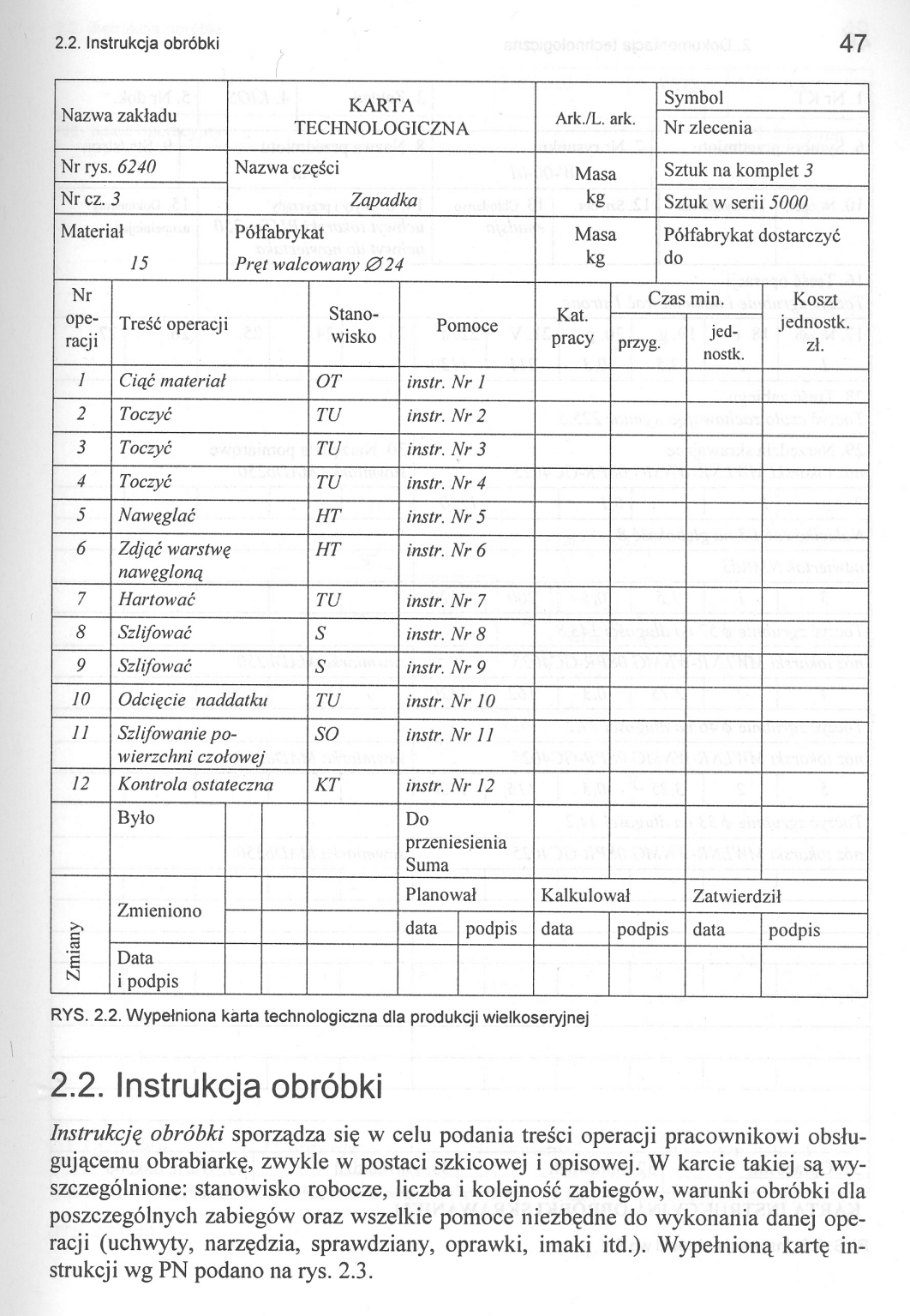
RYS. 2.2. Wypełniona karta technologiczna dla produkcji wielkoseryjnej
2.2. Instrukcja obróbki
Instrukcją obróbki sporządza się w celu podania treści operacji pracownikowi obsługującemu obrabiarkę, zwykle w postaci szkicowej i opisowej. W karcie takiej są wyszczególnione: stanowisko robocze, liczba i kolejność zabiegów, warunki obróbki dla poszczególnych zabiegów oraz wszelkie pomoce niezbędne do wykonania danej operacji (uchwyty, narzędzia, sprawdziany, oprawki, imaki itd.). Wypełnioną kartę instrukcji wg PN podano na rys. 2.3.
Wyszukiwarka
Podobne podstrony:
w2 3 rp- Nazwa zakładu KARTA TECHNOLOGICZNA Ark. 1 ark. Symbol .. Nr zlecenia Nr rys. 6003-02
M Feld TBM065 Nazwa zakładu PROCES TECHNOLOGICZNY Cecha wyrobu OZ Nr części 01.15. Nazwa
M Feld TBM049 2.2. Instrukcja obróbki49 4. KIOS 3. Zakład 5. Nr dok. 9. Str./stron 35. Szkic operacy
M Feld TBM055 55 2.4. Instrukcja obróbki cieplnej Instrukcja uzbrojenia obrabiarki FXC-25 Nazwa częś
M Feld TBM182 Nazwa zakładu Karta programowa NUMS-320T Nr programu 2.3.02./2 Nazwa części Rolka
M Feld TBM569 569 12.8. Przykład obróbki części płaskiej KARTA TECHNOLOGICZNA Nazwa części Listwa
Załącznik nr 1 do Instrukcji Archiwalnej Nazwa zakładu i komórki organizacyjnej Spis zdawczo-odbiorc
Nazwa Szkoły Instrukcja obróbki Nazwa części: Nr rys. Treść operacji: Zabieg Opis
M Feld TBM056 Nazwa INSTRUKCJA OBRÓBKI CIEPLNEJ 15 Nazwa części Nr części zakładu Ark./Ilość ark.
M Feld TBM062 I. Nazwa zakładu II. Dział VI. Szkic części (wymiary i znaki obróbki) III. Oddział VII
M Feld TBM057 Nazwa zakładu Instrukcja nr 11 Arkusz I Liczba arkuszy [ 1/3 OPIS OPERACJI: Sprawdzeni
M Feld TBM059 Nazwa zakładu Instrukcja nr 11 Symbol Nr rysunku Pozycja Nazwa części Arkusz
M Feld TBM060 I. Nazwa zakładu II. Dział VI. Szkic części (wymiary i znaki obróbki) III. Oddział VII
M Feld TBM357 Nazwa zakładu Instrukcja Nr 1 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
więcej podobnych podstron