M Feld TBM447
|
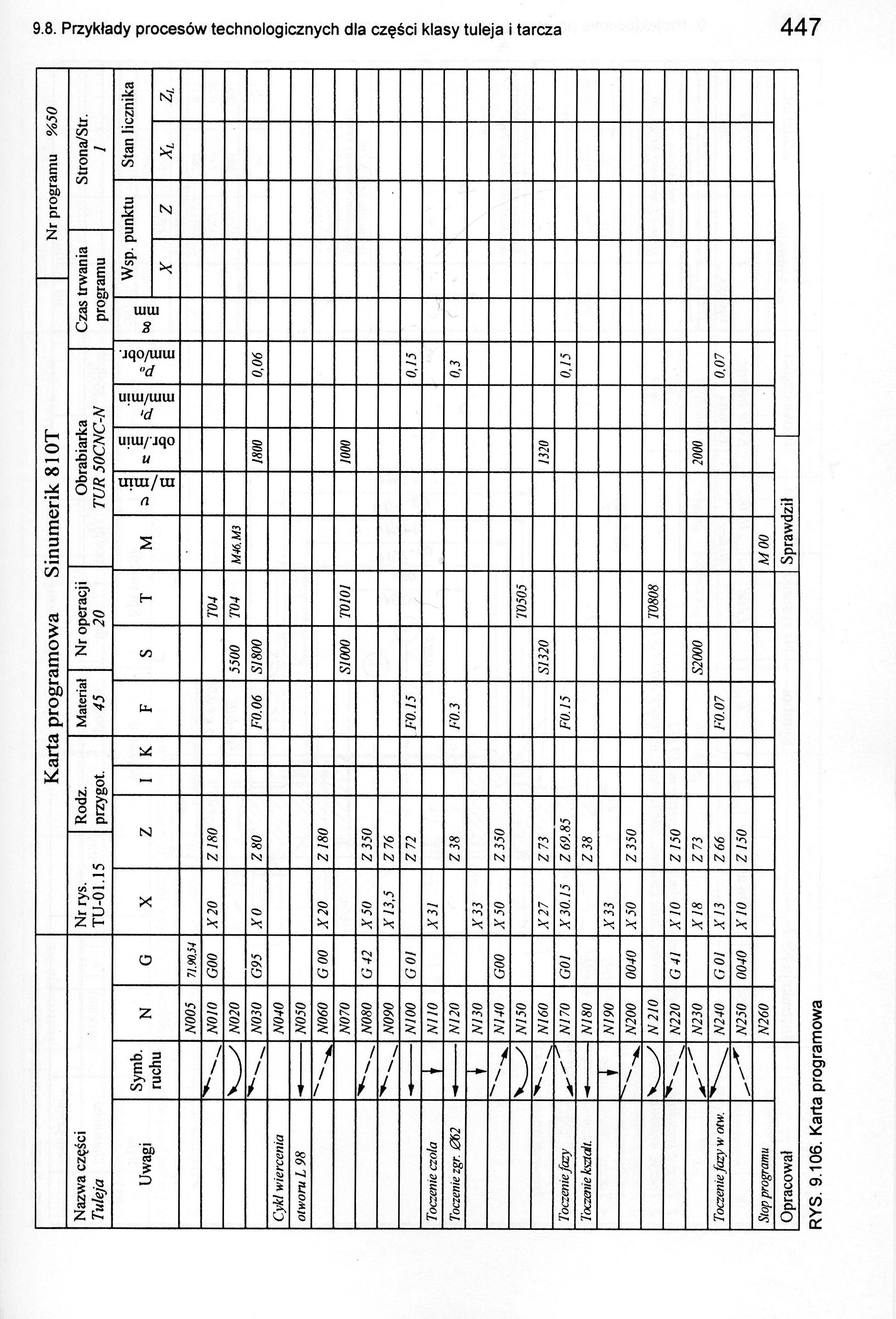
Karta programowa Sinumerik 81 OT Nr programu %50 | ||||||||||||||||||||
|
Nazwa części Tuleja |
Nr rys. Rodź. TU-01.15 przygot. |
Materiał Nr operacji 45 20 |
Obrabiarka TUR 50CNC-N |
Czas trwania Strona/Str. programu 1 | ||||||||||||||||
|
Uwagi |
Symb. ruchu |
N |
G |
X |
Z |
I |
K |
F |
s |
T |
M |
V m/min |
n obr./min |
P< mm/min |
Po mm/obr. |
Ul LU 2 |
Wsp. punktu |
Stan licznika | ||
|
X |
Z |
XL |
Z,. | |||||||||||||||||
|
N005 |
71.90.54 | |||||||||||||||||||
|
N010 |
G00 |
X 20 |
Z180 |
T04 | ||||||||||||||||
|
v---' |
N020 |
5500 |
T04 |
M46.M3 | ||||||||||||||||
|
NO 30 |
G95 |
X0 |
Z 80 |
F0.06 |
SI800 |
1800 |
0,06 | |||||||||||||
|
Cykl wiercenia |
NO 40 | |||||||||||||||||||
|
otworu L 98 |
N050 | |||||||||||||||||||
|
N060 |
GOO |
X 20 |
Z 180 | |||||||||||||||||
|
N070 |
S1000 |
T0101 |
1000 | |||||||||||||||||
|
N080 |
G42 |
X 50 |
Z 350 | |||||||||||||||||
|
N090 |
X 13,5 |
Z 76 | ||||||||||||||||||
|
N100 |
GO1 |
Z 72 |
F0.15 |
0,15 | ||||||||||||||||
|
Toczenie czoła |
ł |
NllO |
X 31 | |||||||||||||||||
|
Toczenie zgr. 062 |
NI 20 |
Z 38 |
F0.3 |
0,3 | ||||||||||||||||
|
i |
N130 |
X33 | ||||||||||||||||||
|
N140 |
GOO |
X 50 |
Z 350 | |||||||||||||||||
|
v__v |
NI 50 |
10505 | ||||||||||||||||||
|
N160 |
X27 |
Z 73 |
S1320 |
1320 | ||||||||||||||||
|
Toczenie fazy |
NI 70 |
GOI |
X 30.15 |
169.85 |
F0.15 |
0,15 | ||||||||||||||
|
Toczenie kształt. |
N180 |
Z 38 | ||||||||||||||||||
|
1 |
N190 |
X33 | ||||||||||||||||||
|
N200 |
0040 |
X 50 |
Z 350 | |||||||||||||||||
|
v___y |
N 210 |
T0808 | ||||||||||||||||||
|
N220 |
G4I |
X10 |
Z 150 | |||||||||||||||||
|
N230 |
X18 |
Z 73 |
S2000 |
2000 | ||||||||||||||||
|
Toczenie fazy w otw. |
N240 |
GOI |
X13 |
Z 66 |
F0.07 |
0,07 | ||||||||||||||
|
N250 |
0040 |
X10 |
Z 150 | |||||||||||||||||
|
Stop programu |
N260 |
M 00 | ||||||||||||||||||
|
Opracował |
Sprawdził | |||||||||||||||||||
Wyszukiwarka
Podobne podstrony:
M Feld TBM446 Karta przejść narzędzia Nazwa części Tuleja Materia) 45 Nr operacji 20 Nr programu %50
M Feld TBM480 Karta programowa NUMS 320 T Nr programu PAPT/PK1 Nazwa części Ramią napinacza Nr rys.
M Feld TBM445 Karta przejść narzędzia Nazwa części Tuleja Materiał 45 Nr operacji 20 Nr
tuleja�3 Karta technologiczna: Wyrób: Tuleja 0 34 Nazwa części: Tuleja Symbol, nr rys. ,nr poz.: 0
PROGRAM ROZWOJOWY I111 POLITECHNIKI WARSZAWSKIEJ Rys. 9. Schemat testów 14,15 i 16 - pomiary prądu
M Feld TBM044 44 2. Dokumentacja technologiczna Zakład Wyrób TC-40 Nazwa części Koło zębate pośred
PROGRAM ROZWOJOWY I111 POLITECHNIKI WARSZAWSKIEJ Rys. 9. Schemat testów 14,15 i 16 - pomiary prądu
M Feld TBM541 541 11.8. Przykłady obróbki części klasy korpus Karta instrukcyjna Sinumerik810 Nr
M Feld TBM182 Nazwa zakładu Karta programowa NUMS-320T Nr programu 2.3.02./2 Nazwa części Rolka
M Feld TBM047 47 2.2. Instrukcja obróbki Nazwa zakładu KARTA TECHNOLOGICZNA Ark./L. ark. Symbol N
M Feld TBM180 Karta przejść narzędzia TO 100 Nazwa części Rolka Materiał Si 5 Nr operacji 2 Nr
M Feld TBM181 Karta przejść narzędzia TOIOO Nazwa części Rolka Materiał St 5 Nr operacji 2 Nr
M Feld TBM569 569 12.8. Przykład obróbki części płaskiej KARTA TECHNOLOGICZNA Nazwa części Listwa
Karta programowa Karta programowa przedmiotu 1. Matematyka 2. dr
IMAG0220 (3) AGH Kraków Nazwa części:Tulejka Produkt:Karta instrukcyjna Obrabiarka: Nr części:TU -15
więcej podobnych podstron