M Feld TBM061
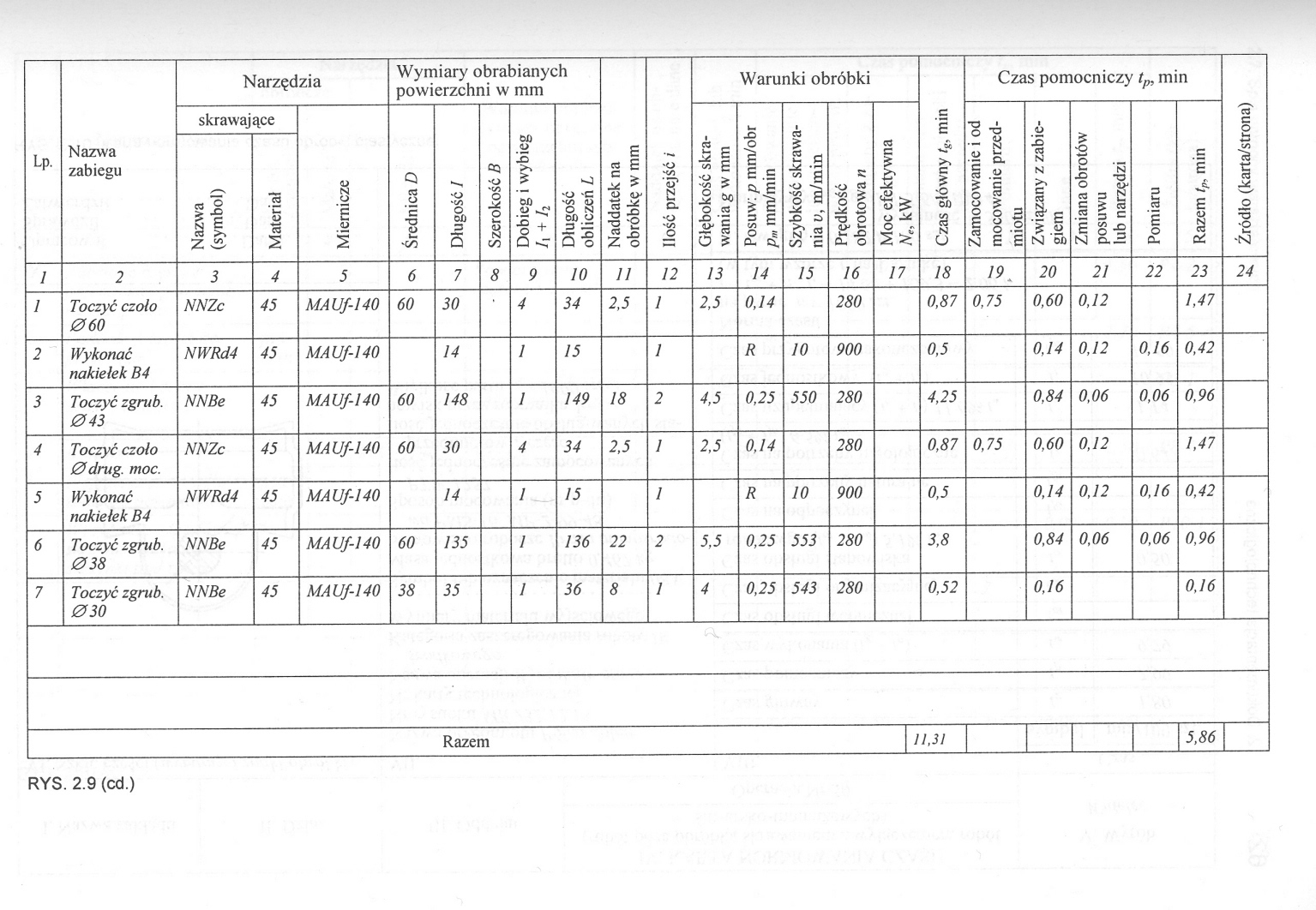
RYS. 2.9 (cd.)
|
f 3 o, bo o, |
** |
o. |
* |
u, |
K5 |
- |
■F | ||||||
|
Toczyć zgrub. 030 |
<$1? 1 |
|! ■C. |
Toczyć czoło 0drug. moc. |
Toczyć zgrub. 043 |
If ii Co ^ |
Toczyć czoło 060 |
- |
Nazwa zabiegu | |||||
|
NNBe |
1 |
1 |
NNZc |
1 |
5: 1 |
NNZc |
Oi |
Nazwa (symbol) |
| skrawające |
Narzędzia | |||
|
S; |
& |
t, |
oi |
o |
t, |
- |
Materiał | ||||||
|
i g < 55 |
MAUf-140 |
MAUf-140 |
1 § *< |
1 g •tc 55 |
1 g |
MAUf-140 |
Miernicze | ||||||
|
& Oo |
§ |
On 5> |
§ |
On 55 |
Średnica D |
Wymiary obrabianych powierzchni w mm | |||||||
|
& |
5 |
Oo |
Cu <S |
- |
Długość 1 | ||||||||
|
Oo |
Szerokość B | ||||||||||||
|
*- |
■" |
•**. |
- |
Dobieg i wybieg h + h | |||||||||
|
Cu On |
o! |
s |
£ |
*5 |
Oi |
Długość obliczeń L | |||||||
|
00 |
£ |
Oo |
oi |
£ |
Naddatek na obróbkę w mm | ||||||||
|
Kł |
■" |
*Nł |
s |
Ilość przejść i | |||||||||
|
£ |
£j |
£ |
a |
Głębokość skrawania g w mm |
Warunki obróbki | ||||||||
|
0,25 |
0,25 |
Sj |
0,14 |
0,25 |
>3 |
0,14 |
s |
Posuw: p mm/obr p„ mm/min | |||||
|
& |
c£ |
55 |
o! 55 |
5> |
Szybkość skrawania v, m/min | ||||||||
|
1 |
1 |
1 |
1 |
§ |
1 |
1 |
s |
Prędkość obrotowa n | |||||
|
Moc efektywna N„ kW | |||||||||||||
|
0,52 |
Cu 0o |
.o Oi |
0,87 |
<>. |
55 Oi |
0,87 |
5 |
Czas główny tg, min | |||||
|
55 hi |
0,75 |
5 |
Zamocowanie i od mocowanie przedmiotu |
Czas pomocniczy tp, min | |||||||||
|
0,16 |
0,84 |
.<& |
0,60 |
Oo |
0,14 |
090 |
Związany z zabiegiem | ||||||
|
900 |
<a |
Z TO |
0,06 |
.55 |
0,12 |
a |
Zmiana obrotów posuwu lub narzędzi | ||||||
|
0,06 |
55 |
.55 § |
.55 On |
u |
Pomiaru | ||||||||
|
0,96 |
0,42 |
t} |
960 |
1,47 |
ci |
Razem tp. min | |||||||
|
s |
Źródło (karta/strona) | ||||||||||||
Wyszukiwarka
Podobne podstrony:
IMGb58 o Rys. 5.1. cd. Połączenia kształtowe: e) klinowe wzdłużne, /) klinowe poprzeczne (wg S,I6) n
176 VI. LICZBA PÓŁEK RZECZYWISTYCH ROZTWORY DWUSKŁADNIKOWE RYS. VI~19. Zależność —f(Lp) dla
HWScan00184 fwzoruk °dleglości kóf wsporczych do podziałki (rys. 5.25) oblicza się f«= &
D2 2. Cd bo 5vj otę<yi TJXVŁ^Ó^LQ- -a i u b^-z,^ oU-i^t/fo ? jb bo z_bi.-sir pv"0^ (tjlW ow
83065 skanuj0091 (34) Rys. 5.1. cd. Połączenia kształtowe: e) klinowe wzdłużne, f) klinowe poprzeczn
Rys. 7.2. cd. Czynności podczas wykonywania manikiuru tradycyjnego
176 VI. LICZBA PÓŁEK RZECZYWISTYCH ROZTWORY DWUSKŁADNIKOWE RYS. VI~19. Zależność —f(Lp) dla
176 VI. LICZBA PÓŁEK RZECZYWISTYCH ROZTWORY DWUSKŁADNIKOWE RYS. VI~19. Zależność —f(Lp) dla
M Feld TBM091 RYS. 3.8. Kostki i krążki wszechstronnie kute RYS. 3.9. Płyty, tarcze i krążki kute sp
M Feld TBM160 RYS. 4.35. Prostowanie wału na tokarce 0 RYS. 4.36. Zasada wyznaczen
M Feld TBM203 RYS. 5.27. Automatyczna linia obróbkowa korpusu silnika IYS. 5.28. Obrabiarka specjaln
M Feld TBM234 TABLICA 6.1 (cd.) 1 2 3 4 5 6 7 8 9 10 11 12 20 toczenie
M Feld TBM241 TABLICA 6.6 (cd.) 1 2 Zakresy wymiarów części Długość części obrobionej /, mm 65 -
M Feld TBM300 RYS. 8.57. Przystawka do dogładzania oscylacyjnego folią diamentową: a) widok z przodu
M Feld TBM680 RYS. 14.26. Schemat konstrukcyjny tunelowej maszyny myjącej 680 14.
więcej podobnych podstron