M Feld TBM163
4.3. Nakiełkowanie
163
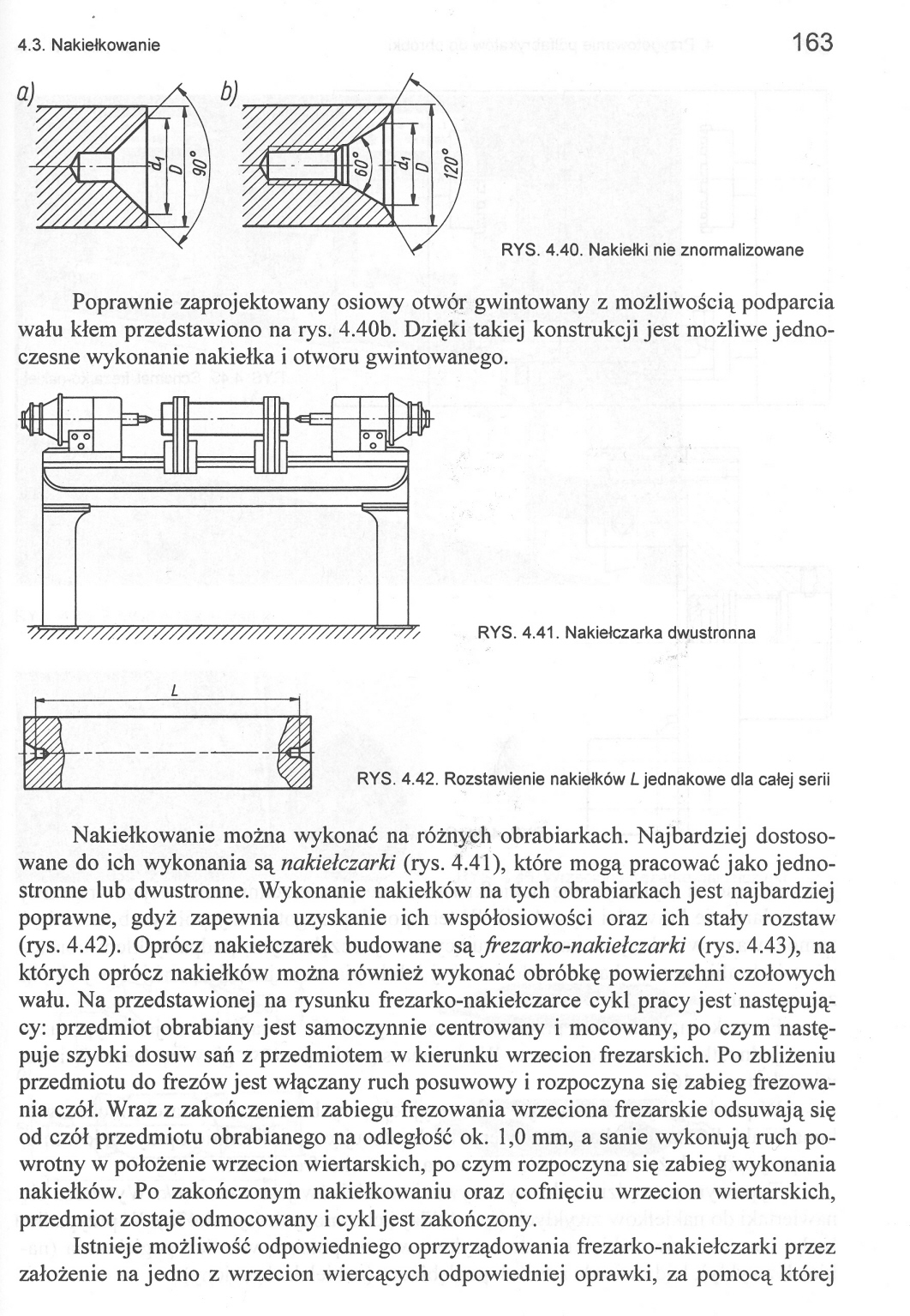
Poprawnie zaprojektowany osiowy otwór gwintowany z możliwością podparcia wału kłem przedstawiono na rys. 4.40b. Dzięki takiej konstrukcji jest możliwe jednoczesne wykonanie nakiełka i otworu gwintowanego.
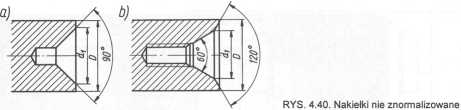
RYS. 4.41. Nakiełczarka dwustronna
RYS. 4.42. Rozstawienie nakiełków L jednakowe dla całej serii
Nakiełkowanie można wykonać na różnych obrabiarkach. Najbardziej dostosowane do ich wykonania s \nakielczarki (rys. 4.41), które mogą pracować jako jednostronne lub dwustronne. Wykonanie nakiełków na tych obrabiarkach jest najbardziej poprawne, gdyż zapewnia uzyskanie ich współosiowości oraz ich stały rozstaw (rys. 4.42). Oprócz nakiełczarek budowane są frezarko-nakiełczarki (rys. 4.43), na których oprócz nakiełków można również wykonać obróbkę powierzchni czołowych wału. Na przedstawionej na rysunku frezarko-nakiełczarce cykl pracy jest następujący: przedmiot obrabiany jest samoczynnie centrowany i mocowany, po czym następuje szybki dosuw sań z przedmiotem w kierunku wrzecion frezarskich. Po zbliżeniu przedmiotu do frezów jest włączany ruch posuwowy i rozpoczyna się zabieg frezowania czół. Wraz z zakończeniem zabiegu frezowania wrzeciona frezarskie odsuwają się od czół przedmiotu obrabianego na odległość ok. 1,0 mm, a sanie wykonują ruch powrotny w położenie wrzecion wiertarskich, po czym rozpoczyna się zabieg wykonania nakiełków. Po zakończonym nakiełkowaniu oraz cofnięciu wrzecion wiertarskich, przedmiot zostaje odmocowany i cykl jest zakończony.
Istnieje możliwość odpowiedniego oprzyrządowania frezarko-nakiełczarki przez założenie na jedno z wrzecion wiercących odpowiedniej oprawki, za pomocą której
Wyszukiwarka
Podobne podstrony:
Image549 terystyki, dla poprawnego zaprojektowania układu sprzężenia optycznego wymagana jest znajom
CCF20110312�043 7. PODSUMOWANIE Poprawne zaprojektowanie i wykonanie urządzenia piorunochronnego wym
rys zlozeniowy temat15 Narysować rysunek złożeniowy z wyrysowanymi wkrętami. Podziałka 5:1 p - otwór
rys zlozeniowy temat21 Narysować rysunek złożeniowy z wyrysowanymi wkrętami. Podziałka jżf:1 V. i.&n
M Feld TBM034 34 1. Wiadomości ogólne Operacja 3. Wiercenie i gwintowanie - tokarka wielonarzędziowa
M Feld TBM036 36 1. Wiadomości ogólne (ręczne trasowanie, gwintowanie), lecz bez zastosowania jakich
M Feld TBM165 4.3. Nakiełkowanie165 RYS. 4.45. Frezarko-nakiełczarka RYS. 4.47. Nawiertaki do wykona
17. Zaznacz poprawnie zaprojektowane detale izolacji termicznej: /ewr-ema soara ledncwwrsrwowj parap
pkm08 09 k2 8. Wskaż poprawnie zaprojektowane połączenie spawane kątownika z blachą węzłową obc
Ogólne wymagania dla zaprojektowanej sieci Skalowalność sieci Możliwość stosowania nowych
poprawiona1 cienkich i wąskich brzegów i ścięć (możliwość przepalenia}^ Czynniki określające technol
DSC07451 1 PODSUMOWANIE Uwzględniając założenia poprawy warunków żyda na wsi, możliwośd rozwoju ekon
KONSTRUKCJE STALOWE STR251 251 przekroju poprzecznego. Drugim jest zaprojektowanie w wybranych punkt
Sonda miniSVP została zaprojektowana aby zapewnić każdemu możliwość zbierania najlepszych profili
new 56 114 6. Obliczenia gwintów obciążeniem liniowym kt(z) i liniowym obciążeniem osiowym gwintu za
więcej podobnych podstron