PIC00627
połączenie, by przenosiło ono tylko naprężenia ścinające. Połączenia wykonane lutem twardym mosiężnym lub miedzianym pozwalają osiągnąć wytrzymałość łt, = 150 H 500 MPa, a wykonane lutem srebrnym R, = 200 250 MPa.
Lutowanie miękkie stosuje się do łączenia elementów, które nie będą narażone na duże obciążenia i wysoką temperaturę. Połączenia lutowane służą do uszczelniania różnego rodzaju połączeń wykonanych inną metodą, jak np. zagięć, zawalcowań lub połączeń ścianek zbiorników, króćców, rur itp. [9].
Lutowanie twarde stosuje się, gdy połączenie oprócz szczelności i małego oporu elektrycznego, ma podlegać znacznym obciążeniom i pracować w temperaturze powyżej 150°C PJ, [4J.
Luty twarde (stopy miedzi z tynkiem i stopy srebra) wykonywane są zazwyczaj w postaci blaszek, taśm. prętów, drutu, wiórów i granulek.
Luty szlachetne (stopy srebra z miedzią) stosuje się do uzyskania połączeń czystych, gładkich i nie utleniających się, charakteryzujących się dobrą przewodnością elektryczną i dużą wytrzymałością oraz estetycznym wyglądem.
Luty miękkie, zwykle cyna i stopy cynku z ołowiem, są produkowane w postaci prętów, drutu, płytek, proszków, past i pałeczek, a także rurek wypełnionych topnikiem (kalafonią), zwanych „tinolem” [9].
Luty miękkie nfskotopliwe stosuje się w specjalnych przypadkach w elektrotechnice i elektronice. Zawierają one ołów, cynę, kadm i bizmut i mają niską temperaturę topnienia 60 !00°C; np. stop Wooda o składzie 50% bizmutu, 25% ołowiu,
12j5% kadmu i 12^% cyny ma temperaturę topnienia 60°C.
Do lutowania przedmiotów aluminiowych, na powierzchniach których szybko powstają warstewki tlenków utrudniających powstawanie połączenia, niezbędne jest stosowanie specjalnych lutów najczęściej siluminowych (silumin — stop aluminium z krzemem i ewentualnie miedzią). Temperatury topnienia tych lutów wynoszą zazwyczaj 550°C lub 525°C. W niektórych przypadkach do lutowania kabli i przewodów aluminiowych można stosować stop złożony z 55% cyny, 25% cynku i 20% kadmu f3J.
4.3. Technologia lutowania
Powierzchnie elementów metalowych przeznaczone do lutowania muszą być metalicznie czyste i dobrze wzajemnie przylegać. Za pomocą lutowania lutem miękkim można również łączyć elementy ceramiczne z metalowymi. Elementy ceramiczne w miejscu lutowania należy pometalizować srebrem przy użyciu specjalnych topników. Dopasowane powierzchnie powinny być oczyszczone (przez piłowanie, skrobanie, papierem ściernym) z tlenków oraz odtłuszczone za pomocą kwasu solnego, kalafonii lub stearyny.
Łączenie elementów odbywa się przez roztopienie lutu i zwilżenie nim powierzchni łączonych z tym, że materiały łączone nie ulegają nadtopieniu. Aby mogło nastąpić dobre zwilżenie powierzchni lutem i dyfuzja lutu z materiałem łączonym, luz
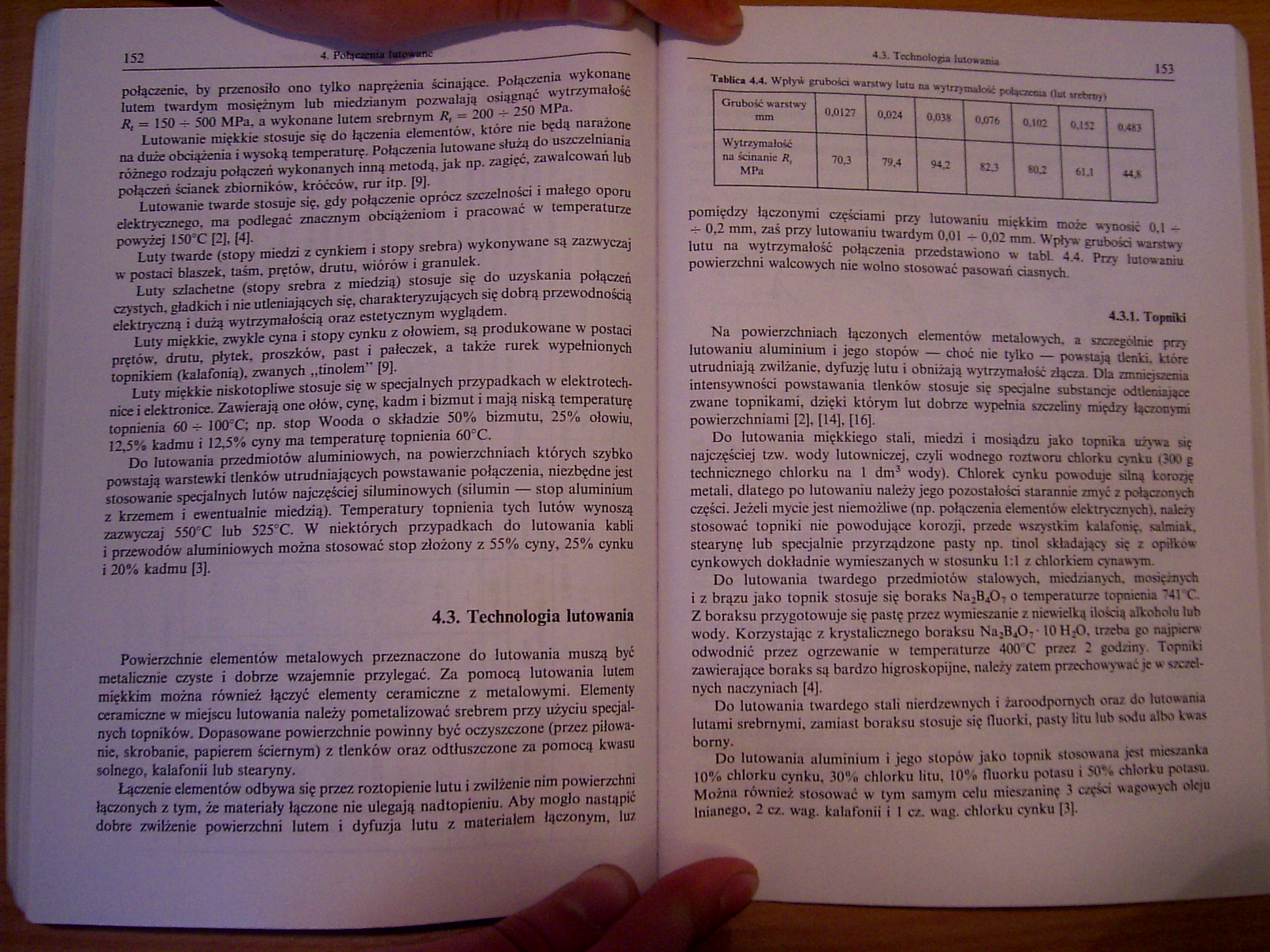
Tablica AA. Wpły* gmboid warstwy lato na wytrzymałość połączenia Out wetny)
|
Grubość warstwy mm |
0,0127 |
0.024 |
0,038 |
OJ076 |
0.102 |
0.152 |
0,483 I |
|
W ytrzyraałość na ścinanie R, MPa |
703 |
79.4 |
942 |
823 |
KU |
61.1 |
HI 1 |
pomiędzy łączonymi częściami przy lutowania miękkim może wynosić 0.1 — Jr 0.2 mm, zaś przy lutowaniu twardym 0,01 Ę 0,02 mm. Wpływ grubości warstwy lutu na wytrzymałość połączenia przedstawiono w tabL 4.4. Przy lutowaniu powierzchni walcowych nie wolno stosować pasować ciasnych.
43.1. Topniki
Na powierzchniach łączonych elementów metalowych, a szczególnie przy lutowaniu aluminium i jego stopów — choć nie tylko — powstają tlenki, które utrudniają zwilżanie, dyfuzję lutu i obniżają wytrzymałość złącza. Dla zmniejszenia intensywności powstawania tlenków stosuje się specjalne substancje odiłenujące zwane topnikami, dzięki którym lut dobrze wypełnia szczeliny między łączonymi powierzchniami [2], [14], [16].
Do lutowania miękkiego stali, miedzi i mosiądzu jako topnika używa się najczęściej tzw. wody lutowniczej, czyli wodnego roztworu chlorku cynku <300 g technicznego chlorku na 1 dm3 wody). Chlorek cynku powoduje silną koronę metali, dlatego po lutowaniu należy jego pozostałości starannie zmyć z połączonych części. Jeżeli mycie jest niemożliwe (np. połączenia elementów ełektiycznychl. należy stosować topniki nie powodujące korozji, przede wszystkim kalafonię, sałmiak, stearynę lub specjalnie przyrządzone pasty np. tinol składający się z opiłków cynkowych dokładnie wymieszanych w stosunku 1:1 z chlorkiem cynawym.
Do lutowania twardego przedmiotów stalowych, miedzianych, mosiężnych i z brązu jako topnik stosuje się boraks Na2B407 o temperaturze topnienia 741 "C.
Z boraksu przygotowuje się pastę przez wymieszanie z niewidką ilością alkoholu lub wody. Korzystając z krystalicznego boraksu NajB407-10 H-O, trzeba go najpierw odwodnić przez ogrzewanie w temperaturze 400'C przez | godziny. Topniki zawierające boraks są bardzo higroskopijne. należy zatem przechowywać je w snadnych naczyniach [4],
Do lutowania twardego stali nierdzewnych i żaroodpornych oraz do lutowania lutami srebrnymi, zamiast boraksu stosuje się fluorki, pasty litu lub sodu albo kwas bomy.
Do lutowania aluminium i jego stopów jako topnik stosowana jest mieszanka 10% chlorku cynku. 30% chlorku litu, 10% fluorku potasu i 50% chlorku potasu. Można również stosować w tym samym celu mieszaninę 3 części Wagowych oleju lnianego, 2 cz. wag. kalafonii i I cł wag. chlorku cynku [3].
Wyszukiwarka
Podobne podstrony:
Kotwica0059 r ilns 5. liczniki, złącza i połączenia a) Naprężenia ścinające w klocku f1/6a
skanuj0015 (153) 108 brak poślizgu, przyłożone naprężenie ścinające musi być przeniesione z poruszaj
Skrypt PKM 1 00027 54 Stąd1.519 Ł lal Naprężenia ścinające i ■> P 2 la Naprężenia zastępcze/^ + 3
26 W. Frącz Rys. 9. Zależność zmian naprężeń ścinających od czasu obliczonych na końcu układu
Wyniki badań sondą udarowo-obrotową z końcówką krzyżakową Naprężenia ścinające: Temat:
17. Uzupełnij zdanie tak, by było ono prawdziwe: „Chwyt Rauteka...”: a)
IMG?10 Egz. nr 1 Z - I tak na prawdę można by robić imprezę, tylko zlokalizować te trzy knajpy i wy.
skanowanie0008 Naprężenia ścinające kołek na powierzchni styku czopa i piasty.
Zdrowie Słowo Luduto sprzyja przenoszeniu wirusówie tylko infekcje WAKACYJNE WIRUSY Musimy się liczy
1247503961 by HaloP0 Amery ...tylko tak wygiąć waw demotykanie iają w anime... watory pi
1253054724 by klepi90P0 Aninie Tylko tam kobiety mają większe piersi od głowy w demo
DSC05209 A R>»Mk If. ^ Tsk«v>TTWr Hoppkn 5) na naprężenie ścinające ? (Sh r = Nlc«d>&ac
więcej podobnych podstron