Przekładnie Zębate121
a >(t/ + ctgy)-3
\
(
li * Oun
V H?2 J
[mm]
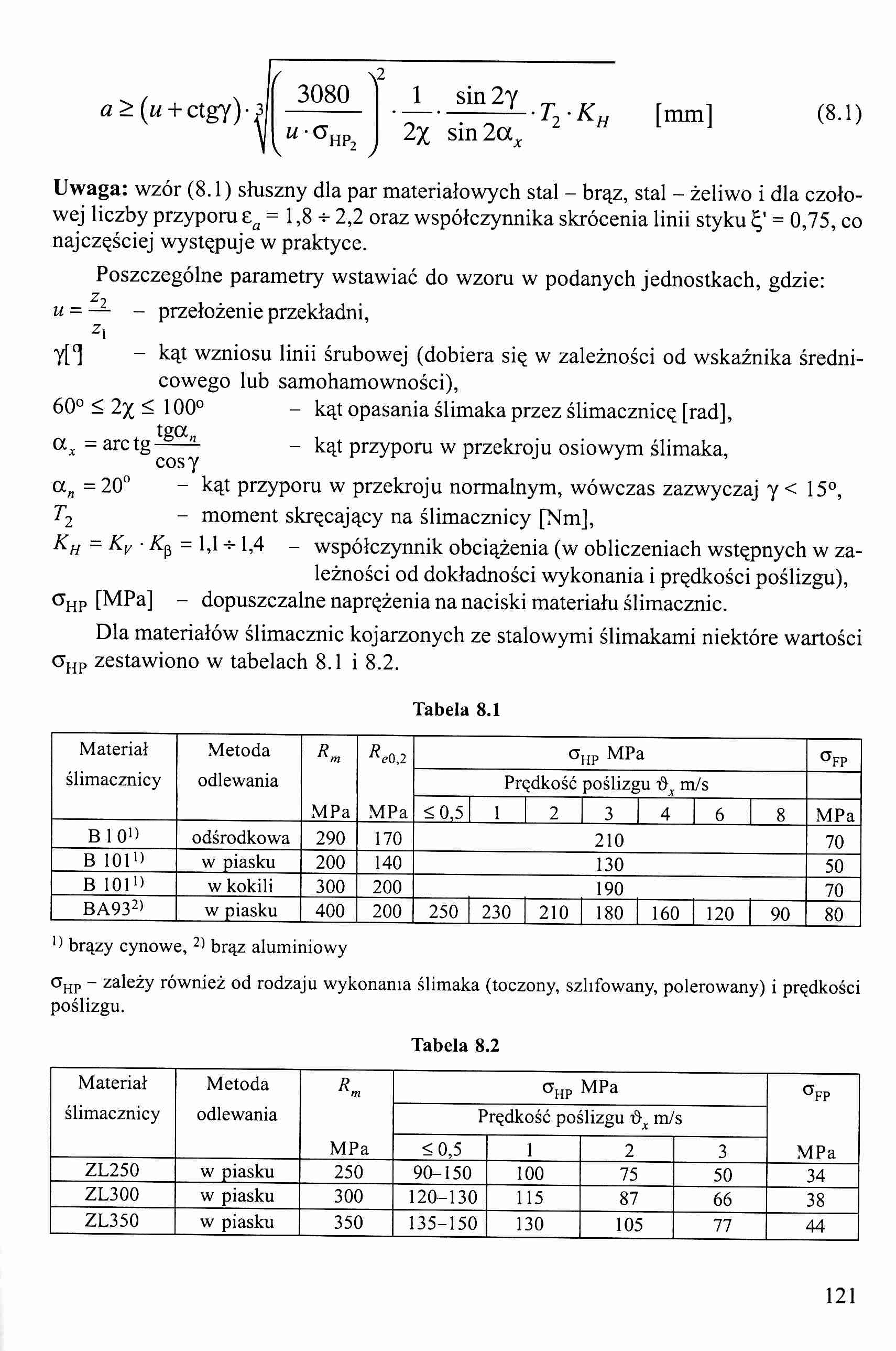
Uwaga: wzór (8.1) słuszny dla par materiałowych stal - brąz, stal - żeliwo i dla czołowej liczby przyporu za = 1,8 2,2 oraz współczynnika skrócenia linii styku = 0,75, co
najczęściej występuje w praktyce.
Poszczególne parametry wstawiać do wzoru w podanych jednostkach, gdzie:
z,
u = — - przełożenie przekładni,
zi
yf*] - kąt wzniosu linii śrubowej (dobiera się w zależności od wskaźnika średnicowego lub samohamowności),
60° < 2% < 100° - kąt opasania ślimaka przez ślimacznicę [rad],
ax = arc tg 1°a,? - kąt przyporu w przekroju osiowym ślimaka,
cosy
a.n =20° - kąt przyporu w przekroju normalnym, wówczas zazwyczaj y< 15°,
T2 - moment skręcający na ślimacznicy [Nm],
Kh = Kv ■ K(i = 1,1 1,4 - współczynnik obciążenia (w obliczeniach wstępnych w za
leżności od dokładności wykonania i prędkości poślizgu), oHP [MPa] - dopuszczalne naprężenia na naciski materiału ślimacznic.
Dla materiałów ślimacznic kojarzonych ze stalowymi ślimakami niektóre wartości aHP zestawiono w tabelach 8.1 i 8.2.
Tabela 8.1
|
Materiał ślimacznicy |
Metoda odlewania |
MPa |
^ed,2 MPa |
oHP MPa |
°FP | |||||
|
Prędkość poślizgu 0^ m/s | ||||||||||
|
<0,5 |
1 |
2 |
3 |
4 6 |
8 |
MPa | ||||
|
B10» |
odśrodkowa |
290 |
170 |
210 |
70 | |||||
|
B 101>> |
w piasku |
200 |
140 |
130 |
50 | |||||
|
B 1011' |
w kokili |
300 |
200 |
190 |
70 | |||||
|
BA932> |
w piasku |
400 |
200 |
250 |
230 |
210 |
180 |
160 | 120 |
90 |
80 |
lł brązy cynowe, 2) brąz aluminiowy
oHP - zależy również od rodzaju wykonania ślimaka (toczony, szlifowany, polerowany) i prędkości poślizgu.
Tabela 8.2
|
Materiał ślimacznicy |
Metoda odlewania |
MPa |
cHP MPa |
°FP MPa | |||
|
Prędkość poślizgu m/s | |||||||
|
<0,5 |
1 |
2 |
3 | ||||
|
ZL250 |
w piasku |
250 |
90-150 |
100 |
75 |
50 |
34 |
|
ZL300 |
w piasku |
300 |
120-130 |
115 |
87 |
66 |
38 |
|
ZL350 |
w piasku |
350 |
135-150 |
130 |
105 |
77 |
44 |
121
Wyszukiwarka
Podobne podstrony:
Przekładnie Zębate109 S 1 Q05
Przekładnie Zębate105 Tabela 6.5 Grubość zębów i głębokość pomiarów gdy m = 1 [mm] Z g h Z g h 10
Przekładnie Zębate008 FPb lnml -Ft[N] - ^ dyn CNI - F LN ~ Fp[(am] -FH - ka ~ Kf -Kh ~ Kv -Kfa ~&nbs
Przekładnie Zębate078 Tabela 5.11 Współczynnik sprężystości Z£ dla różnych par materiałów koła li 2
Przekładnie Zębate123 e«-ę współczynnik liczby przyporu, 1-e, 3 120°<1,0 3 [°]Kf = Kh=
skanuj0305 (2) 11.12. Przekładnie zębate śrubowe (o osiach wichrowatych) Prze
Skrypt PKM 1 00117 234 Zaprojektować wal przekładni zębatej obciążony jak na rys. 7.10 Do obliczeń p
Skrypt PKM 1 00125 250 Obliczyć średnice walka przekładni zębatej (rys. 7.28) w punktach C i D oraz
Slajd01 out (2) Przekładnie zębate obiegowe 1. Przekładnie o osiach stałych 2.
Slajd02 (41) Przekładnie zębate - cel ROBOCZY * Przeniesienie ruchu z jednego wału na drugi n Zmiana
Przekładnie Zębate128 Przy kojarzeniu ślimaka z żeliwa a ślimacznicy z brązu, współczynnik tarcia mo
Przekładnie Zębate151 4. Wytyczne zastosowania Stal konstrukcyjna o większej wytrzymałości i dość zn
więcej podobnych podstron