r55
11 Analiza technologiczności konstrukcji odlewu 187
11 Analiza technologiczności konstrukcji odlewu 187

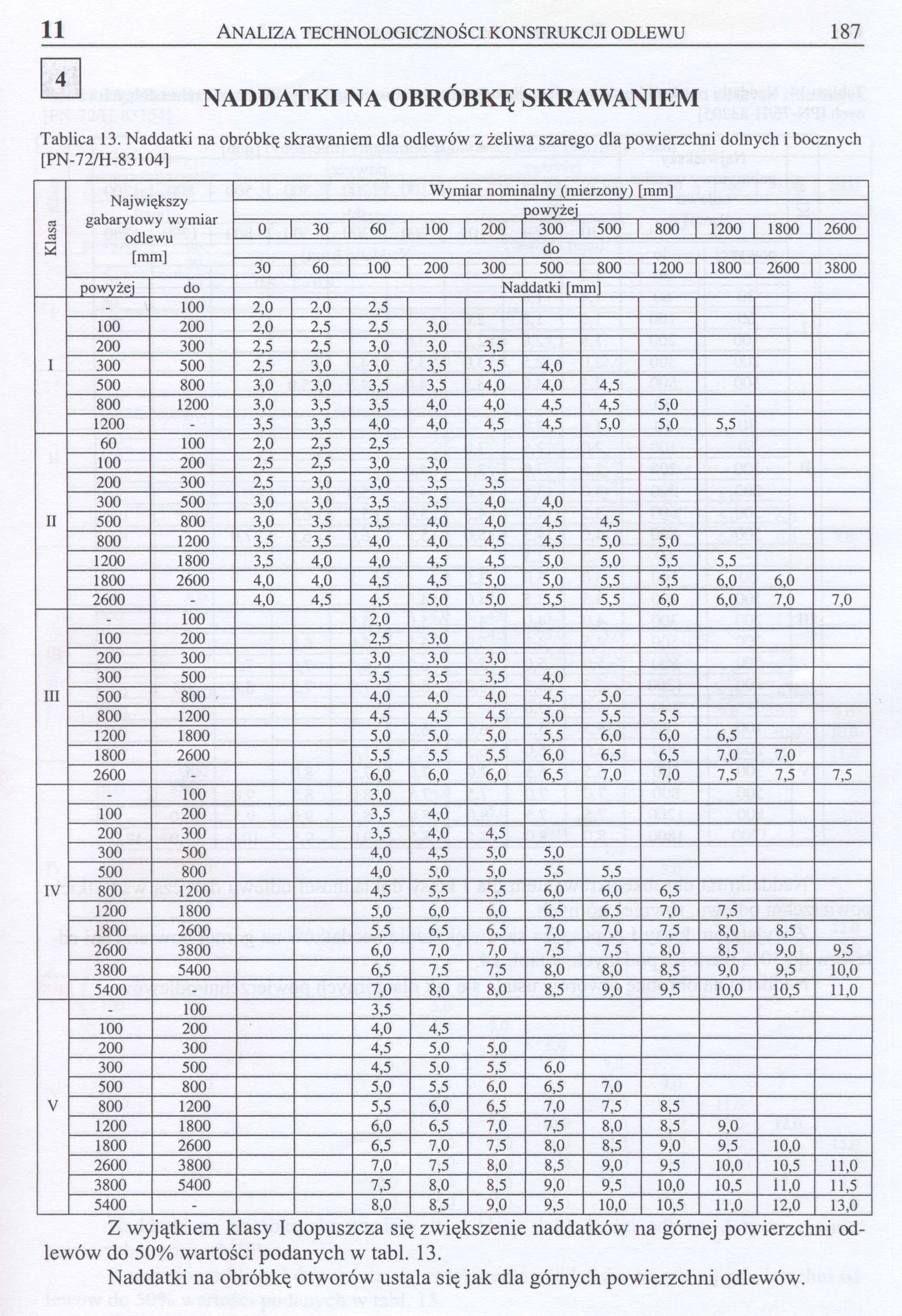
NADDATKI NA OBRÓBKĘ SKRAWANIEM
Tablica 13. Naddatki na obróbkę skrawaniem dla odlewów z żeliwa szarego dla powierzchni dolnych i bocznych [PN-72/H-83104]
|
Klasa |
Największy gabarytowy wymiar odlewu [mm] |
Wymiar nominalny (mierzony) [mm] | |||||||||||
|
powyżej | |||||||||||||
|
0 | 30 | 60 | 100 | 200 | 300 | 500 | 800 | 1200 | 1800 | 2600 | |||||||||||||
|
do | |||||||||||||
|
30 | 60 | 100 | 200 | 300 | 500 | 800 | 1200 | 1800 | 2600 | 3800 | |||||||||||||
|
powyżej |
do |
Naddatki [mm] | |||||||||||
|
I |
- |
100 |
2,0 |
2,0 |
2,5 | ||||||||
|
100 |
200 |
2,0 |
2,5 |
2,5 |
3,0 | ||||||||
|
200 |
300 |
2,5 |
2,5 |
3,0 |
3,0 |
3,5 | |||||||
|
300 |
500 |
2,5 |
3,0 |
3,0 |
3,5 |
3,5 |
4,0 | ||||||
|
500 |
800 |
3,0 |
3,0 |
3,5 |
3,5 |
4,0 |
4,0 |
4,5 | |||||
|
800 |
1200 |
3,0 |
3,5 |
3,5 |
4,0 |
4,0 |
4,5 |
4,5 |
5,0 | ||||
|
1200 |
- |
3,5 |
3,5 |
4,0 |
4,0 |
4,5 |
4,5 |
5,0 |
5,0 |
5,5 | |||
|
II |
60 |
100 |
2,0 |
2,5 |
2,5 | ||||||||
|
100 |
200 |
2,5 |
2,5 |
3,0 |
3,0 | ||||||||
|
200 |
300 |
2,5 |
3,0 |
3,0 |
3,5 |
3,5 | |||||||
|
300 |
500 |
3,0 |
3,0 |
3,5 |
3,5 |
4,0 |
4,0 | ||||||
|
500 |
800 |
3,0 |
3,5 |
3,5 |
4,0 |
4,0 |
4,5 |
4,5 | |||||
|
800 |
1200 |
3,5 |
3,5 |
4,0 |
4,0 |
4,5 |
4,5 |
5,0 |
5,0 | ||||
|
1200 |
1800 |
3,5 |
4,0 |
4,0 |
4,5 |
4,5 |
5,0 |
5,0 |
5,5 |
5,5 | |||
|
1800 |
2600 |
4,0 |
4,0 |
4,5 |
4,5 |
5,0 |
5,0 |
5,5 |
5,5 |
6,0 |
6,0 | ||
|
2600 |
- |
4,0 |
4,5 |
4,5 |
5,0 |
5,0 |
5,5 |
5,5 |
6,0 |
6,0 |
7,0 |
7,0 | |
|
III |
- |
100 |
2,0 | ||||||||||
|
100 |
200 |
2,5 |
3,0 | ||||||||||
|
200 |
300 |
3,0 |
3,0 |
3,0 | |||||||||
|
300 |
500 |
3,5 |
3,5 |
3,5 |
4,0 | ||||||||
|
500 |
800 |
4,0 |
4,0 |
4,0 |
4,5 |
5,0 | |||||||
|
800 |
1200 |
4,5 |
4,5 |
4,5 |
5,0 |
5,5 |
5,5 | ||||||
|
1200 |
1800 |
5,0 |
5,0 |
5,0 |
5,5 |
6,0 |
6,0 |
6,5 | |||||
|
1800 |
2600 |
5,5 |
5,5 |
5,5 |
6,0 |
6,5 |
6,5 |
7,0 |
7,0 | ||||
|
2600 |
- |
6,0 |
6,0 |
6,0 |
6,5 |
7,0 |
7,0 |
7,5 |
7,5 |
7,5 | |||
|
IV |
- |
100 |
3,0 | ||||||||||
|
100 |
200 |
3,5 |
4,0 | ||||||||||
|
200 |
300 |
3,5 |
4,0 |
4,5 | |||||||||
|
300 |
500 |
4,0 |
4,5 |
5,0 |
5,0 | ||||||||
|
500 |
800 |
4,0 |
5,0 |
5,0 |
5,5 |
5,5 | |||||||
|
800 |
1200 |
4,5 |
5,5 |
5,5 |
6,0 |
6,0 |
6,5 | ||||||
|
1200 |
1800 |
5,0 |
6,0 |
6,0 |
6,5 |
6,5 |
7,0 |
7,5 | |||||
|
1800 |
2600 |
5,5 |
6,5 |
6,5 |
7,0 |
7,0 |
7,5 |
8,0 |
8,5 | ||||
|
2600 |
3800 |
6,0 |
7,0 |
7,0 |
7,5 |
7,5 |
8,0 |
8,5 |
9,0 |
9,5 | |||
|
3800 |
5400 |
6,5 |
7,5 |
7,5 |
8,0 |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 | |||
|
5400 |
- |
7,0 |
8,0 |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 |
10,5 |
11,0 | |||
|
V |
- |
100 |
3,5 | ||||||||||
|
100 |
200 |
4,0 |
4,5 | ||||||||||
|
200 |
300 |
4,5 |
5,0 |
5,0 | |||||||||
|
300 |
500 |
4,5 |
5,0 |
5,5 |
6,0 | ||||||||
|
500 |
800 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 | |||||||
|
800 |
1200 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,5 | ||||||
|
1200 |
1800 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
8,5 |
9,0 | |||||
|
1800 |
2600 |
6,5 |
7,0 |
7,5 |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 | ||||
|
2600 |
3800 |
7,0 |
7,5 |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 |
10,5 |
11,0 | |||
|
3800 |
5400 |
7,5 |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 |
10,5 |
11,0 |
11,5 | |||
|
5400 |
- |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 |
10,5 |
11,0 |
12,0 |
13,0 | |||
Z wyjątkiem klasy I dopuszcza się zwiększenie naddatków na górnej powierzchni odlewów do 50% wartości podanych w tabl. 13.
Naddatki na obróbkę otworów ustala się jak dla górnych powierzchni odlewów.
Wyszukiwarka
Podobne podstrony:
r54 2 11 Analiza technologiczności konstrukcji odlewu 185OTWORY WYKONYWANE W ODLEWACH Odlewy że
11. Analiza statyczno-wytrzymałościowa przekryć kryształowych o konstrukcji
M Feld TBM483 483 11.2. Technologiczność konstrukcji części klasy korpus RYS. 11.2. Otwór dokładny w
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
IMG911 Technotogicinołć konstrukcjiCzasy obróbki 11 *w(l + fc) 10. Ciąć tj = 4.99(1 + 0,12) = 5,59 4
r48 Rys. 1. Zmiany konstrukcyjne w wyniku analizy technologiczności odlewu
r64 Rys. VII,11. Przykłady naddatków technologicznych usprawniających zasilanie odlewu: a) przylew n
kpiup0073 1.11. Technołogiczność konstrukcji elementów obrabianych skrawaniem 571.11. Technołogiczno
28483 IMG872 11 Technologiczność konstrukcji *»"*#**»" 0,16 ♦ 0,32 ■ l,28mfnZabieg 3: Nnkl
Poznaj C++ w$ godziny0217 208 Godzina 14 licz: 5 ANALIZA: W linii 11 zaszła ważna zmiana. Przeciążyl
IMAG0788 Literatura PODSTAWY KONSTRUOWANIA ODLEWÓW KONCEPCJA TECHNOLOGICZNA WYKONANIA ODLEWU Fe
2.1. Technologie warstwy fizycznej sieci 802.11 Standard IEEE 802.11 definiuje pięć technologii wars
więcej podobnych podstron