M Feld TBM502
502
11. Projektowanie procesu technologicznego części klasy korpus
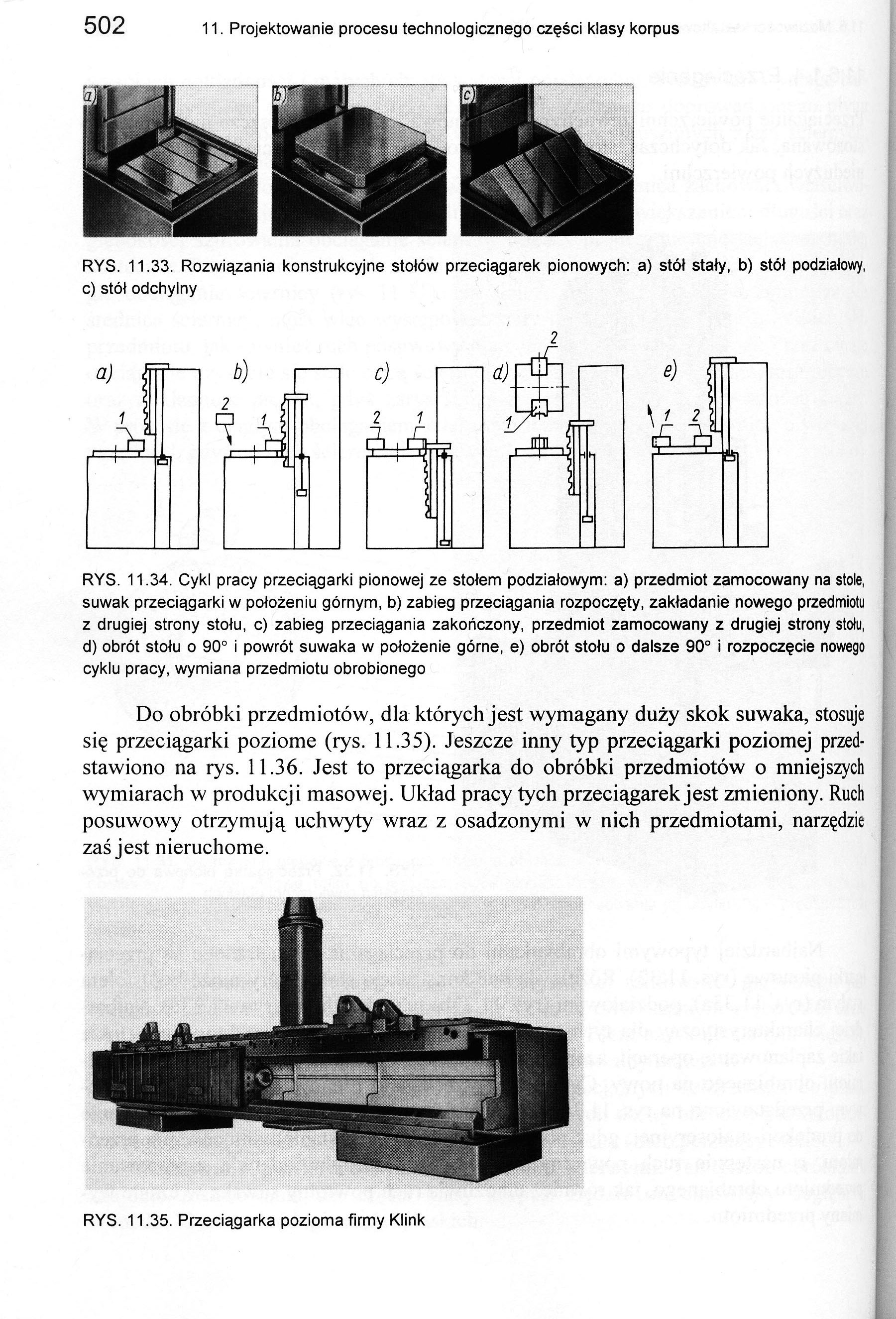
RYS. 11.33. Rozwiązania konstrukcyjne stotów przeciągarek pionowych: a) stół stały, b) stół podziałowy, c) stół odchylny

|
c) | |
|
2 1 | |
|
A i i^ij- | |
|
i |
|
^ i | |
|
\ / ^} | |
|
rt A | |
|
5 |
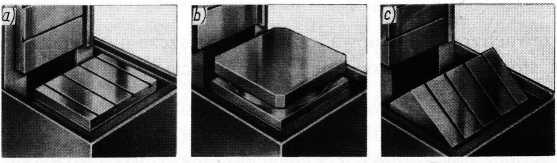
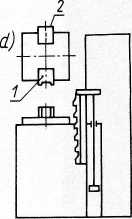
RYS. 11.34. Cykl pracy przeciągarki pionowej ze stołem podziałowym: a) przedmiot zamocowany na stole, suwak przeciągarki w położeniu górnym, b) zabieg przeciągania rozpoczęty, zakładanie nowego przedmiotu z drugiej strony stołu, c) zabieg przeciągania zakończony, przedmiot zamocowany z drugiej strony stołu, d) obrót stołu o 90° i powrót suwaka w położenie górne, e) obrót stołu o dalsze 90° i rozpoczęcie nowego cyklu pracy, wymiana przedmiotu obrobionego
Do obróbki przedmiotów, dla których jest wymagany duży skok suwaka, stosuje się przeciągarki poziome (rys. 11.35). Jeszcze inny typ przeciągarki poziomej przedstawiono na rys. 11.36. Jest to przeciągarka do obróbki przedmiotów o mniejszych wymiarach w produkcji masowej. Układ pracy tych przeciągarek jest zmieniony. Ruch posuwowy otrzymują uchwyty wraz z osadzonymi w nich przedmiotami, narzędzie zaś jest nieruchome.
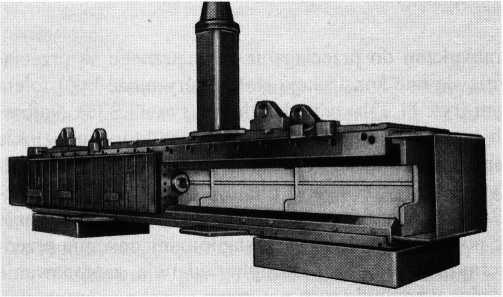
RYS. 11.35. Przeciągarka pozioma firmy Klink
Wyszukiwarka
Podobne podstrony:
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
więcej podobnych podstron