M Feld TBM506
506
11. Projektowanie procesu technologicznego części klasy korpus
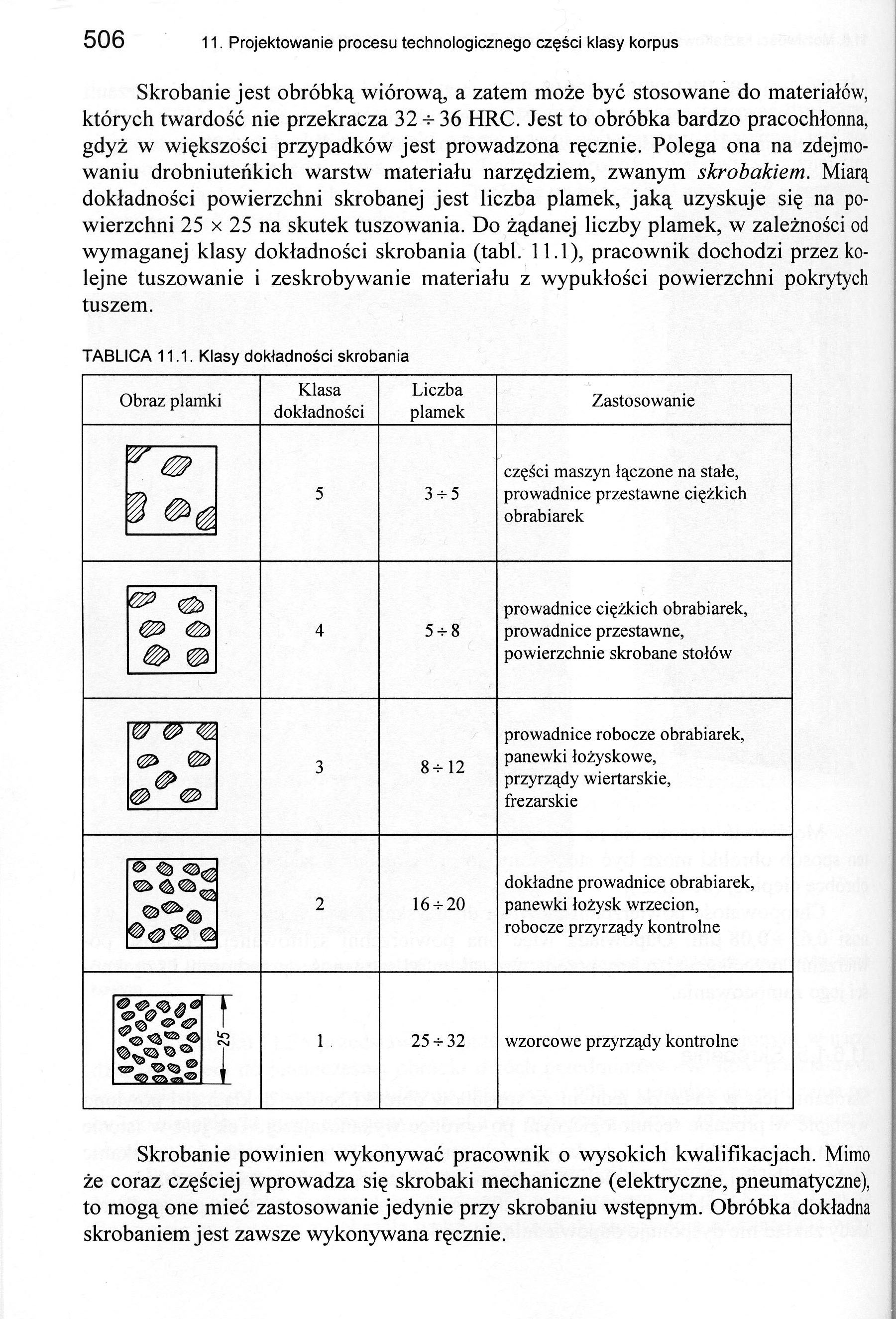
Skrobanie jest obróbką wiórową, a zatem może być stosowane do materiałów, których twardość nie przekracza 32 -s- 36 HRC. Jest to obróbka bardzo pracochłonna, gdyż w większości przypadków jest prowadzona ręcznie. Polega ona na zdejmowaniu drobniuteńkich warstw materiału narzędziem, zwanym skrobakiem. Miarą dokładności powierzchni skrobanej jest liczba plamek, jaką uzyskuje się na powierzchni 25 x 25 na skutek tuszowania. Do żądanej liczby plamek, w zależności od wymaganej klasy dokładności skrobania (tabl. 11.1), pracownik dochodzi przez kolejne tuszowanie i zeskrobywanie materiału z wypukłości powierzchni pokrytych tuszem.
TABLICA 11.1. Klasy dokładności skrobania
|
Obraz plamki |
Klasa dokładności |
Liczba plamek |
Zastosowanie | ||||
|
W ^ |
5 |
3 + 5 |
części maszyn łączone na stale, prowadnice przestawne ciężkich obrabiarek | ||||
|
& m |
4 |
5 + 8 |
prowadnice ciężkich obrabiarek, prowadnice przestawne, powierzchnie skrobane stołów | ||||
|
€ & <&> |
3 |
8+12 |
prowadnice robocze obrabiarek, panewki łożyskowe, przyrządy wiertarskie, frezarskie | ||||
|
2 |
O <N ■1- so |
dokładne prowadnice obrabiarek, panewki łożysk wrzecion, robocze przyrządy kontrolne | |||||
|
1 |
25 + 32 |
wzorcowe przyrządy kontrolne | |||||
|
® © |
t to CNI | ||||||
Skrobanie powinien wykonywać pracownik o wysokich kwalifikacjach. Mimo że coraz częściej wprowadza się skrobaki mechaniczne (elektryczne, pneumatyczne), to mogą one mieć zastosowanie jedynie przy skrobaniu wstępnym. Obróbka dokładna skrobaniem jest zawsze wykonywana ręcznie.
Wyszukiwarka
Podobne podstrony:
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
więcej podobnych podstron