M Feld TBM498

498
11. Projektowanie procesu technologicznego części klasy korpus
Szlifowanie jako obróbka wykańczająca powierzchni płaskich jest powszechnie stosowane, o ile tylko istnieje odpowiednia szlifierka, aby taką obróbkę wykonać. Dotyczy to zwłaszcza korpusów dużych. Mniejsze powierzchnie szlifuje się na normalnych szlifierkach do płaszczyzn, najczęściej obwodem ściernicy (rys. 11.27). Większe, jak np. łoża obrabiarek (rys. 11.28), szlifuje się na szlifierkach specjalnych. Odbywa się ono najczęściej ściernicami garnkowymi. Mogą one być ustawione prostopadle do powierzchni szlifowanej (rys. 11,29a) lub nachylone pod kątem 3-^5° (rys. 11.2%). W zależności od ustawienia ściernicy otrzymuje się inne ślady na powierzchni szlifowanej, co jest widoczne na rysunkach.
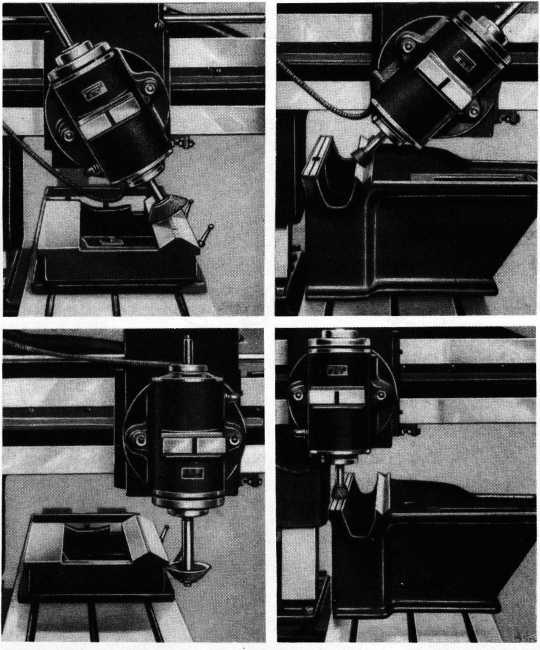
RYS. 11.28. Szlifowanie prowadnic tóż
Operacja szlifowania wykańczającego powierzchni płaskich obejmuje zwykle szlifowanie wykańczające wstępne i wykańczające, podobnie jak to odbywa się przy szlifowaniu zewnętrznych i wewnętrznych powierzchni walcowych. Naddatek na szlifowanie wykańczające jest bardzo mały i wynosi 0,1 -h 0,2 naddatku całkowitego.
Wyszukiwarka
Podobne podstrony:
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
więcej podobnych podstron