M Feld TBM492
492
11. Projektowanie procesu technologicznego części klasy korpus
odprężające. Trasowanie jako jedna z operacji mogących wystąpić w częściach maszyn różnych klas będzie omówione w rozdz. 14, wyżarzanie odprężające zaś omówiono w p. 5.5.1.
11.6.1. Obróbka powierzchni płaskich
W technologii części klasy korpus można się często spotkać z pojęciem powierzchni sprzężonych. Są to powierzchnie, od których wymaga się dokładnego wzajemnego położenia. Obróbka takich powierzchni powinna się odbywać w jednym zamocowaniu i w jednej pozycji przedmiotu. Jest to sposób najbardziej poprawny, ponieważ na dokładność wykonania powierzchni wpłynie tylko dokładność obrabiarki i narzędzi.
Dokładność obróbki powierzchni w kilku pozycjach zależy od dokładności uchwytu podziałowego lub zespołu obrabiarki, np. stołu obrotowego.
W wyniku obróbki powierzchni płaskich w kilku ustawieniach nie otrzymuje się dużych dokładności, jednakże taka obróbka musi być często stosowana ze względu na rozwiązanie konstrukcyjne korpusu. W takim przypadku zadowalające wyniki można osiągnąć jedynie wówczas, gdy przestrzega się zasady zachowania stałej bazy obróbkowej .
W częściach klasy korpus obróbka powierzchni płaskich należy do operacji najważniejszych, dlatego będą podane różne możliwości jej wykonania.
11.6.1.1. Struganie
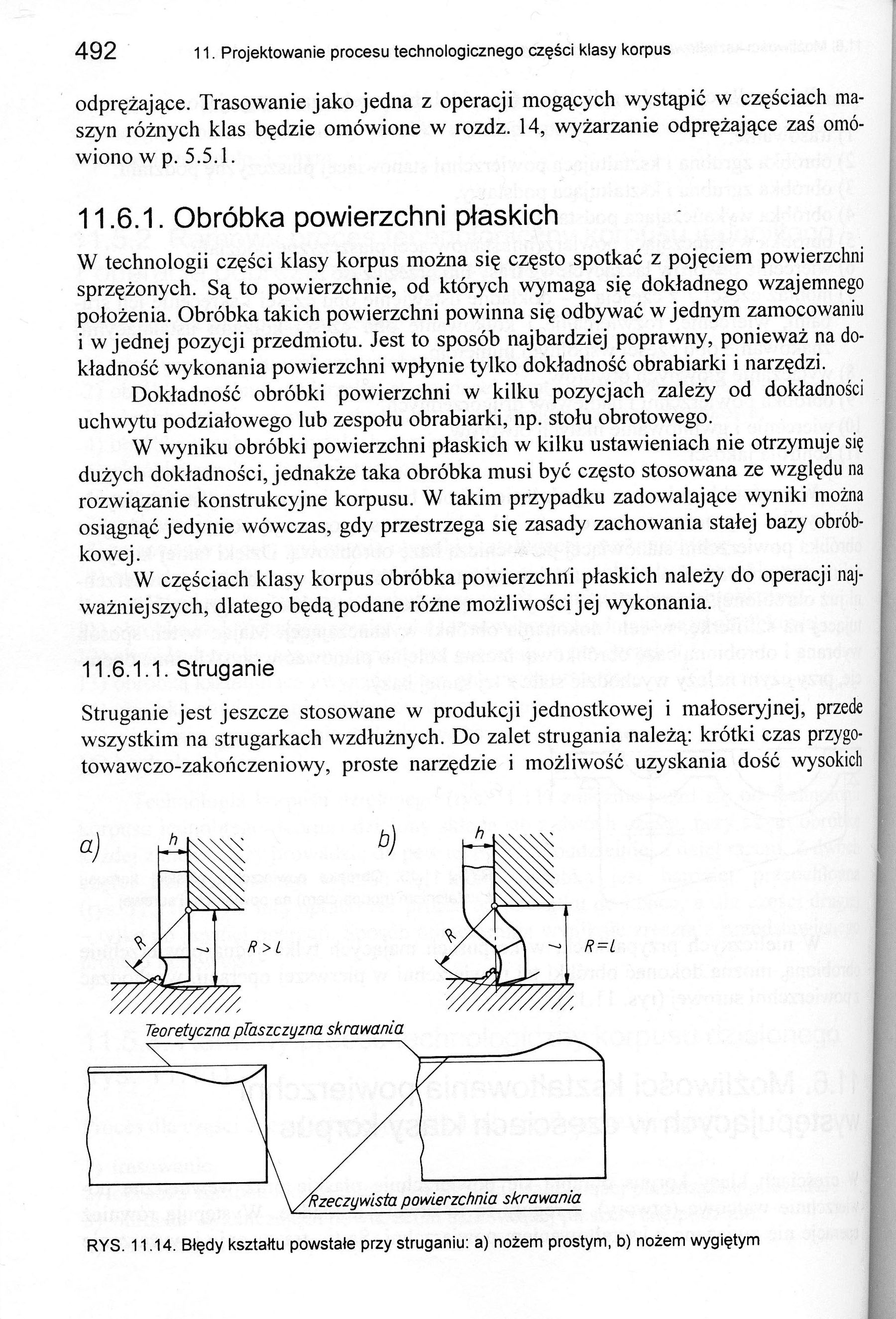
Struganie jest jeszcze stosowane w produkcji jednostkowej i małoseryjnej, przede wszystkim na strugarkach wzdłużnych. Do zalet strugania należą: krótki czas przygo-towawczo-zakończeniowy, proste narzędzie i możliwość uzyskania dość wysokich

Teoretyczna płaszczyzna skrawania
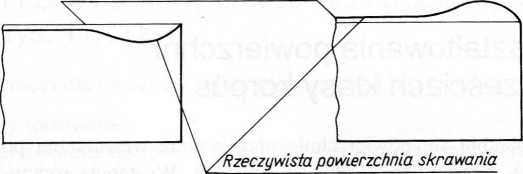
RYS. 11.14. Błędy kształtu powstałe przy struganiu: a) nożem prostym, b) nożem wygiętym
Wyszukiwarka
Podobne podstrony:
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
więcej podobnych podstron