M Feld TBM494
11. Projektowanie procesu technologicznego części klasy korpus
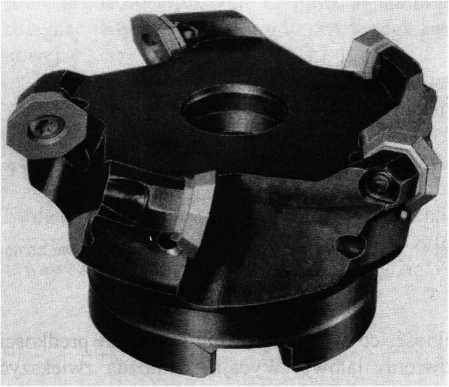
RYS. 11.18. Głowica frezowa z ośmiokątnymi płytkami skrawającymi
bardzo sztywno związanych z obrabiarką, z ostrzami wymiennymi mocowanymi mechanicznie, co pozwala na stosowanie dużych prędkości skrawania (rys. 11.17).
Nowością jest wprowadzenie na rynek płytek ośmiokątnych (rys. 11.18), umożliwiających znaczne poszerzenie możliwości technologicznych takiej głowicy i zwiększenie jej okresu trwałości. Szczególną przydatnością odznacza się taka głowica przy produkcji form (rys. 11.19). Jak widać na rysunku, można nią wykonywać, oprócz frezowania powierzchni płaskich, różnego rodzaju wgłębienia, załamywania krawędzi itp.
Mniejsza dokładność powierzchni frezowanej w porównaniu ze struganą wynika stąd, że struganie jest obróbką ciągłą, frezowanie zaś obróbką przerywaną, gdyż poszczególne ostrza pracują okresowo. Ciepło powstające w procesie obróbki przy struganiu rozprzestrzenia się na całą długość strugania, gdy przy frezowaniu skupia się ono na stosunkowo niedużej powierzchni, co powoduje silne miejscowe nagrzanie i stwarza niebezpieczeństwo powstawania odkształceń.
Wyszukiwarka
Podobne podstrony:
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
więcej podobnych podstron