M Feld TBM464
10. Projektowanie procesu technologicznego części klasy dźwignia
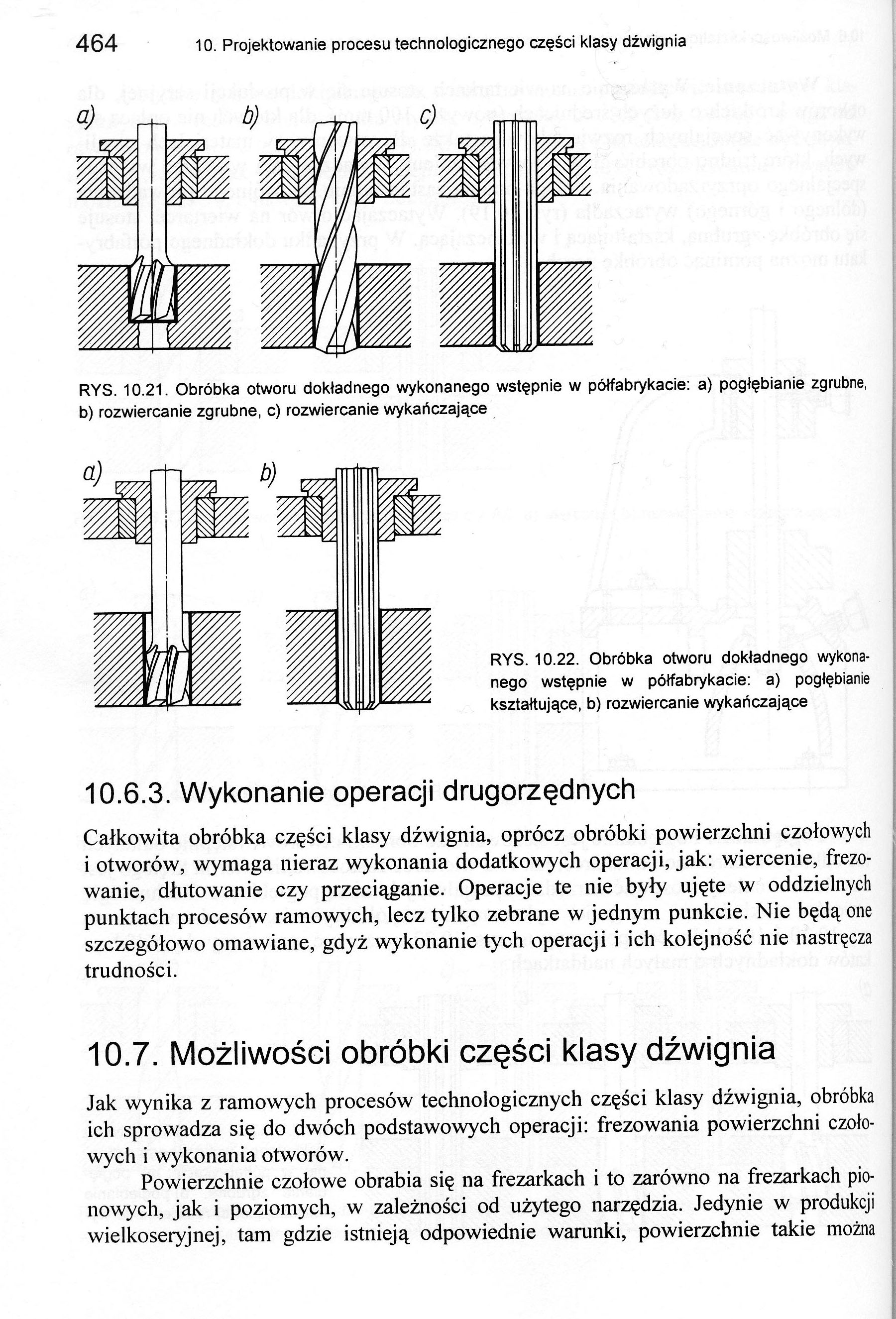
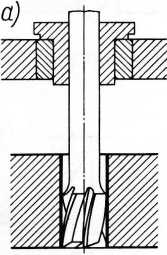
RYS. 10.21. Obróbka otworu dokładnego wykonanego wstępnie w półfabrykacie: a) pogłębianie zgrubne, b) rozwiercanie zgrubne, c) rozwiercanie wykańczające
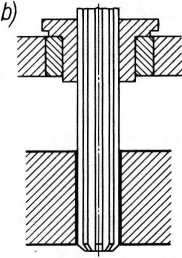
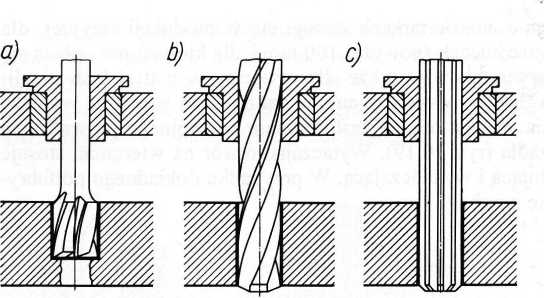
RYS. 10.22. Obróbka otworu dokładnego wykonanego wstępnie w półfabrykacie: a) pogłębianie kształtujące, b) rozwiercanie wykańczające
10.6.3, Wykonanie operacji drugorzędnych
Całkowita obróbka części klasy dźwignia, oprócz obróbki powierzchni czołowych i otworów, wymaga nieraz wykonania dodatkowych operacji, jak: wiercenie, frezowanie, dłutowanie czy przeciąganie. Operacje te nie były ujęte w oddzielnych punktach procesów ramowych, lecz tylko zebrane w jednym punkcie. Nie będą one szczegółowo omawiane, gdyż wykonanie tych operacji i ich kolejność nie nastręcza trudności.
10.7. Możliwości obróbki części klasy dźwignia
Jak wynika z ramowych procesów technologicznych części klasy dźwignia, obróbka ich sprowadza się do dwóch podstawowych operacji: frezowania powierzchni czołowych i wykonania otworów.
Powierzchnie czołowe obrabia się na frezarkach i to zarówno na frezarkach pionowych, jak i poziomych, w zależności od użytego narzędzia. Jedynie w produkcji wielkoseiyjnej, tam gdzie istnieją odpowiednie warunki, powierzchnie takie można
Wyszukiwarka
Podobne podstrony:
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM454 454 10. Projektowanie procesu technologicznego części klasy dźwignia W częściach klasy
M Feld TBM456 456 10. Projektowanie procesu technologicznego części klasy dźwignia10.4. Podział częś
M Feld TBM458 458 10. Projektowanie procesu technologicznego części klasy dźwignia Jak widać, proces
M Feld TBM462 462 10. Projektowanie procesu technologicznego części klasy dźwignia Obróbkę otworu do
M Feld TBM466 466 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM468 468 10. Projektowanie procesu technologicznego części klasy dźwignia trzeby stosowania
M Feld TBM472 472 10. Projektowanie procesu technologicznego części klasy dźwigniaInstrukcja uzbroje
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM460 460 10. Projektowanie procesu technologicznego części klasy dźwignia średnicę, obrabia
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
więcej podobnych podstron