M Feld TBM468
468
10. Projektowanie procesu technologicznego części klasy dźwignia
trzeby stosowania tulejek wiertarskich prowadzących narzędzia w uchwytach, skróceniem czasów wytwarzania.
Dla ustalonej produkcji wielkoseryjnej i masowej części klasy dźwignia są projektowane i budowane specjalne obrabiarki zespołowe. Na obrabiarkach tych dźwignie nawet o skomplikowanych kształtach są obrabiane całkowicie na gotowo. Na rysunku 10.27 pokazano obrabiarkę zespołową składającą się z czterech jednostek obróbkowych zamocowanych na mechanicznych zespołach posuwowych osadzonych na stojakach.
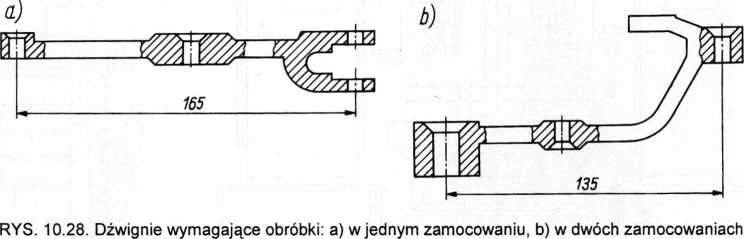
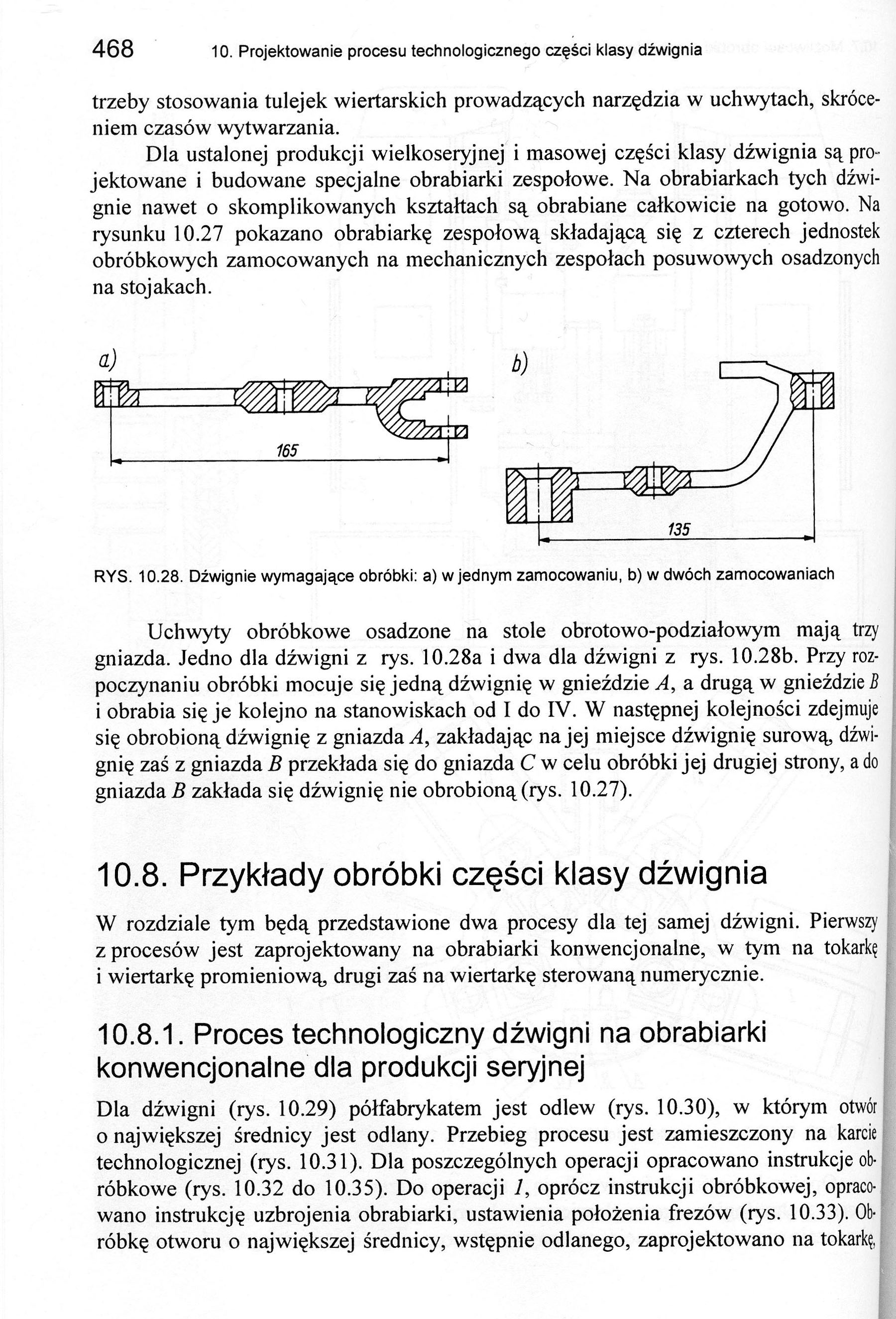
Uchwyty obróbkowe osadzone na stole obrotowo-podziałowym mają trzy gniazda. Jedno dla dźwigni z rys. 10.28a i dwa dla dźwigni z rys. 10.28b. Przy rozpoczynaniu obróbki mocuje się jedną dźwignię w gnieździe A, a drugą w gnieździei? i obrabia się je kolejno na stanowiskach od I do IV. W następnej kolejności zdejmuje się obrobioną dźwignię z gniazda^, zakładając na jej miejsce dźwignię surową, dźwignię zaś z gniazda B przekłada się do gniazda C w celu obróbki jej drugiej strony, a do gniazda B zakłada się dźwignię nie obrobioną (rys. 10.27).
10.8. Przykłady obróbki części klasy dźwignia
W rozdziale tym będą przedstawione dwa procesy dla tej samej dźwigni. Pierwszy z procesów jest zaprojektowany na obrabiarki konwencjonalne, w tym na tokarkę i wiertarkę promieniową, drugi zaś na wiertarkę sterowaną numerycznie.
10.8.1. Proces technologiczny dźwigni na obrabiarki konwencjonalne dla produkcji seryjnej
Dla dźwigni (rys. 10.29) półfabrykatem jest odlew (rys. 10.30), w którym otwór o największej średnicy jest odlany. Przebieg procesu jest zamieszczony na karcie technologicznej (rys. 10.31). Dla poszczególnych operacji opracowano instrukcje obróbkowe (rys. 10.32 do 10.35). Do operacji /, oprócz instrukcji obróbkowej, opracowano instrukcję uzbrojenia obrabiarki, ustawienia położenia frezów (rys. 10.33). Obróbkę otworu o największej średnicy, wstępnie odlanego, zaprojektowano na tokarkę,
Wyszukiwarka
Podobne podstrony:
M Feld TBM454 454 10. Projektowanie procesu technologicznego części klasy dźwignia W częściach klasy
M Feld TBM456 456 10. Projektowanie procesu technologicznego części klasy dźwignia10.4. Podział częś
M Feld TBM458 458 10. Projektowanie procesu technologicznego części klasy dźwignia Jak widać, proces
M Feld TBM462 462 10. Projektowanie procesu technologicznego części klasy dźwignia Obróbkę otworu do
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM466 466 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM472 472 10. Projektowanie procesu technologicznego części klasy dźwigniaInstrukcja uzbroje
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM460 460 10. Projektowanie procesu technologicznego części klasy dźwignia średnicę, obrabia
M Feld TBM457 457 10.5. Ramowe procesy technologiczne części klasy dźwignia10.5. Ramowe procesy tech
M Feld TBM470 470 Podpis Podpis Podpis 10. Projektowanie procesu technologicznego części klasy
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
więcej podobnych podstron