M Feld TBM458

458
10. Projektowanie procesu technologicznego części klasy dźwignia
Jak widać, procesy te, opracowane dla różnych typów dźwigni, w zasadzie nie różnią się między sobą, dlatego będą omówione wspólnie. Również wielkość produkcji nie wpływa na zmianę procesu. Jedynie w produkcji jednostkowej przybywa dodatkowa operacja trasowania. Dla innych rodzajów produkcji powinno się projektować uchwyty specjalne, przy czym dla produkcji małoseryjnej będą one proste, najczęściej z mocowaniem ręcznym, natomiast dla produkcji seryjnej i wielkoseryjnej - bardziej złożone, z mocowaniem mechanicznym.
10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwignia
Z przedstawionych procesów ramowych wynika jednoznacznie, że w częściach klasy dźwignia występuje przede wszystkim obróbka powierzchni czołowych i otworów.
10.6.1. Obróbka powierzchni czołowych
Obróbka powierzchni czołowych, przynajmniej z jednej strony, może być wykonana w różny sposób. Najprościej można ją wykonać wtedy, gdy powierzchnie obydwu czół leżą w jednej płaszczyźnie. Powierzchnie czołowe frezuje się wówczas w jednym przejściu (rys. 10.7).

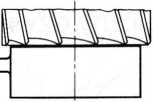

RYS. 10.8. Frezowanie czół zespołem frezów walcowych
RYS. 10.7. Frezowanie czół w jednym przejściu
Przy różnej wysokości czół dobre wyniki można uzyskać, frezując jednocześnie obydwa czoła zespołem frezów (rys. 10.8). Frezowanie pojedynczym frezem, z przejściem z jednego czoła na drugie, nigdy nie zapewnia jednakowego wymiaru b (rys. 10.9), co uniemożliwia zastosowanie powierzchni czołowych jako bazy do następnej operacji. Jedynie wykonana w ten sposób obróbka powierzchni czołowych na frezarkach sterowanych numerycznie może zapewnić stały wymiar b.
|
i |
13333 | |||
|
— | ||||
|
— |
— | |||
RYS. 10.9. Frezowanie obydwu czół oddzielnie frezem walcowo-czołowym
Wyszukiwarka
Podobne podstrony:
M Feld TBM454 454 10. Projektowanie procesu technologicznego części klasy dźwignia W częściach klasy
M Feld TBM456 456 10. Projektowanie procesu technologicznego części klasy dźwignia10.4. Podział częś
M Feld TBM462 462 10. Projektowanie procesu technologicznego części klasy dźwignia Obróbkę otworu do
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM466 466 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM468 468 10. Projektowanie procesu technologicznego części klasy dźwignia trzeby stosowania
M Feld TBM472 472 10. Projektowanie procesu technologicznego części klasy dźwigniaInstrukcja uzbroje
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM460 460 10. Projektowanie procesu technologicznego części klasy dźwignia średnicę, obrabia
M Feld TBM457 457 10.5. Ramowe procesy technologiczne części klasy dźwignia10.5. Ramowe procesy tech
M Feld TBM010 Spis treściProjektowanie procesu technologicznego części klasy dźwignia Wymagania obró
M Feld TBM470 470 Podpis Podpis Podpis 10. Projektowanie procesu technologicznego części klasy
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
więcej podobnych podstron