M Feld TBM272
272
8. Projektowanie procesu technologicznego części klasy wał
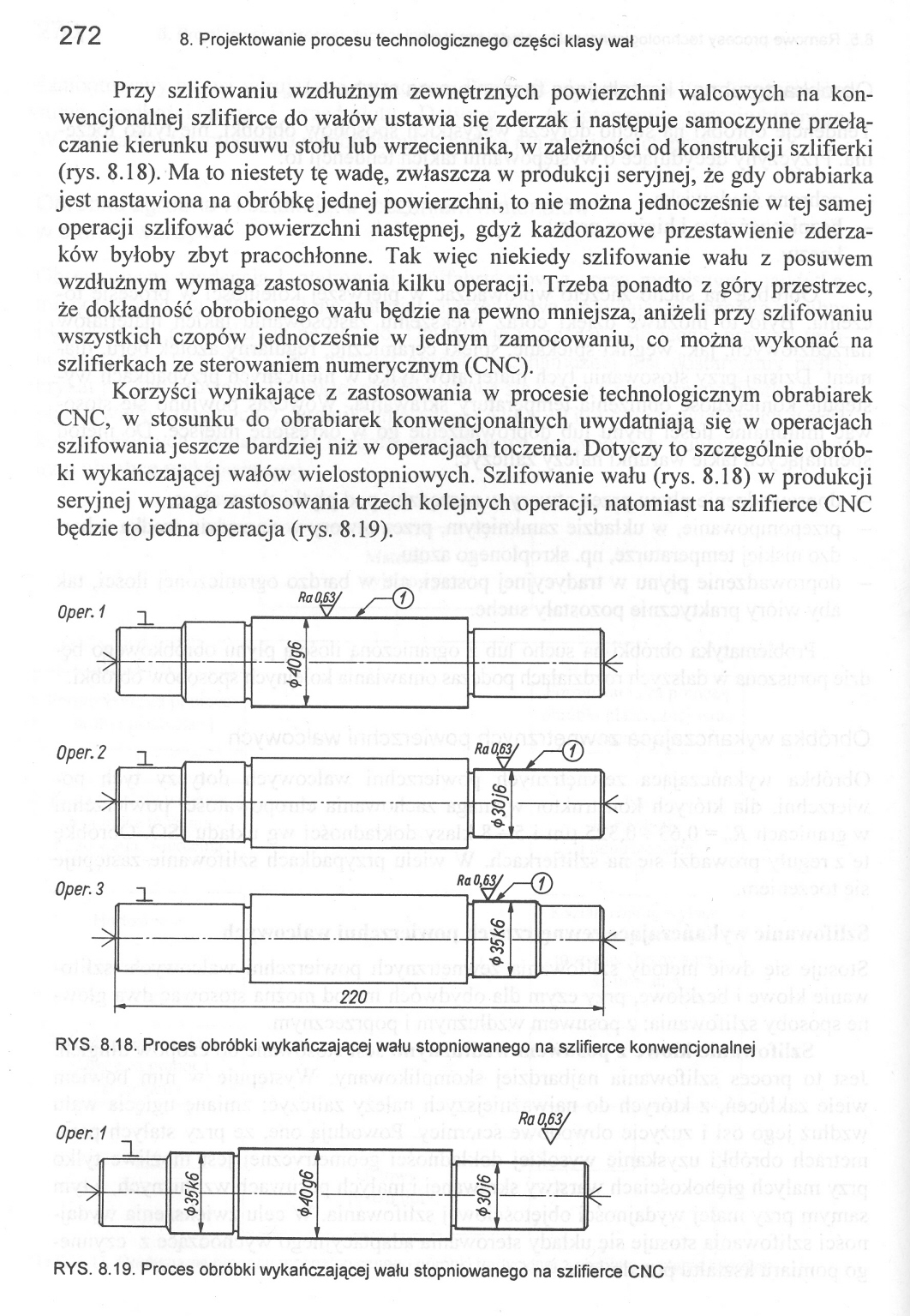
Przy szlifowaniu wzdłużnym zewnętrznych powierzchni walcowych na konwencjonalnej szlifierce do wałów ustawia się zderzak i następuje samoczynne przełączanie kierunku posuwu stołu lub wrzeciennika, w zależności od konstrukcji szlifierki (rys. 8.18). Ma to niestety tę wadę, zwłaszcza w produkcji seryjnej, że gdy obrabiarka jest nastawiona na obróbkę jednej powierzchni, to nie można jednocześnie w tej samej operacji szlifować powierzchni następnej, gdyż każdorazowe przestawienie zderzaków byłoby zbyt pracochłonne. Tak więc niekiedy szlifowanie wału z posuwem wzdłużnym wymaga zastosowania kilku operacji. Trzeba ponadto z góry przestrzec, że dokładność obrobionego wału będzie na pewno mniejsza, aniżeli przy szlifowaniu wszystkich czopów jednocześnie w jednym zamocowaniu, co można wykonać na szlifierkach ze sterowaniem numerycznym (CNC).
Korzyści wynikające z zastosowania w procesie technologicznym obrabiarek CNC, w stosunku do obrabiarek konwencjonalnych uwydatniają się w operacjach szlifowania jeszcze bardziej niż w operacjach toczenia. Dotyczy to szczególnie obróbki wykańczającej wałów wielostopniowych. Szlifowanie wału (rys. 8.18) w produkcji seryjnej wymaga zastosowania trzech kolejnych operacji, natomiast na szlifierce CNC będzie to jedna operacja (rys. 8.19).
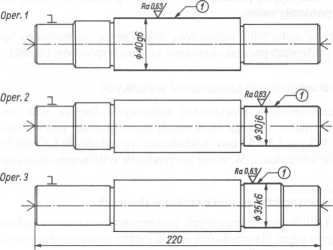
RYS. 8.18. Proces obróbki wykańczającej wału stopniowanego na szlifierce konwencjonalnej
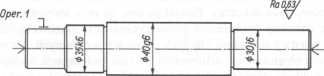
RYS. 8.19. Proces obróbki wykańczającej wału stopniowanego na szlifierce CNC
Wyszukiwarka
Podobne podstrony:
M Feld TBM328 328 8. Projektowanie procesu technologicznego części klasy wał Do szlifowania gwintów
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
więcej podobnych podstron