M Feld TBM262
262
8. Projektowanie procesu technologicznego części klasy wał
niem jest konieczne, to należy w miarę możliwości ustalić jeden promień, tak aby obróbkę wszystkich czopów wykonać jednym narzędziem (rys. 8.5b).
Sposoby toczenia powierzchni stożkowych są opisane w dalszej części niniejszego rozdziału. Bez względu jednak na to, jaki sposób byłby przyjęty, wykonanie wału będzie najprostsze przy takim zaprojektowaniu, ażeby umożliwić swobodny dobieg i wybieg narzędzia. Na rysunku 8.6a wał nie ma ani wybiegu, ani dobiegu narzędzia. Na rysunku 8.6b jest już swobodny wybieg, ale w dalszym ciągu brak dobiegu. Technologiczne jest rozwiązanie pokazane na rys. 8.6c.

RYS. 8.6. Wał z powierzchnią stożkową: a) brak swobodnego dobiegu i wybiegu narzędzia, b) swobodny wybieg, c) rozwiązanie technologiczne - swobodny dobieg i wybieg narzędzia
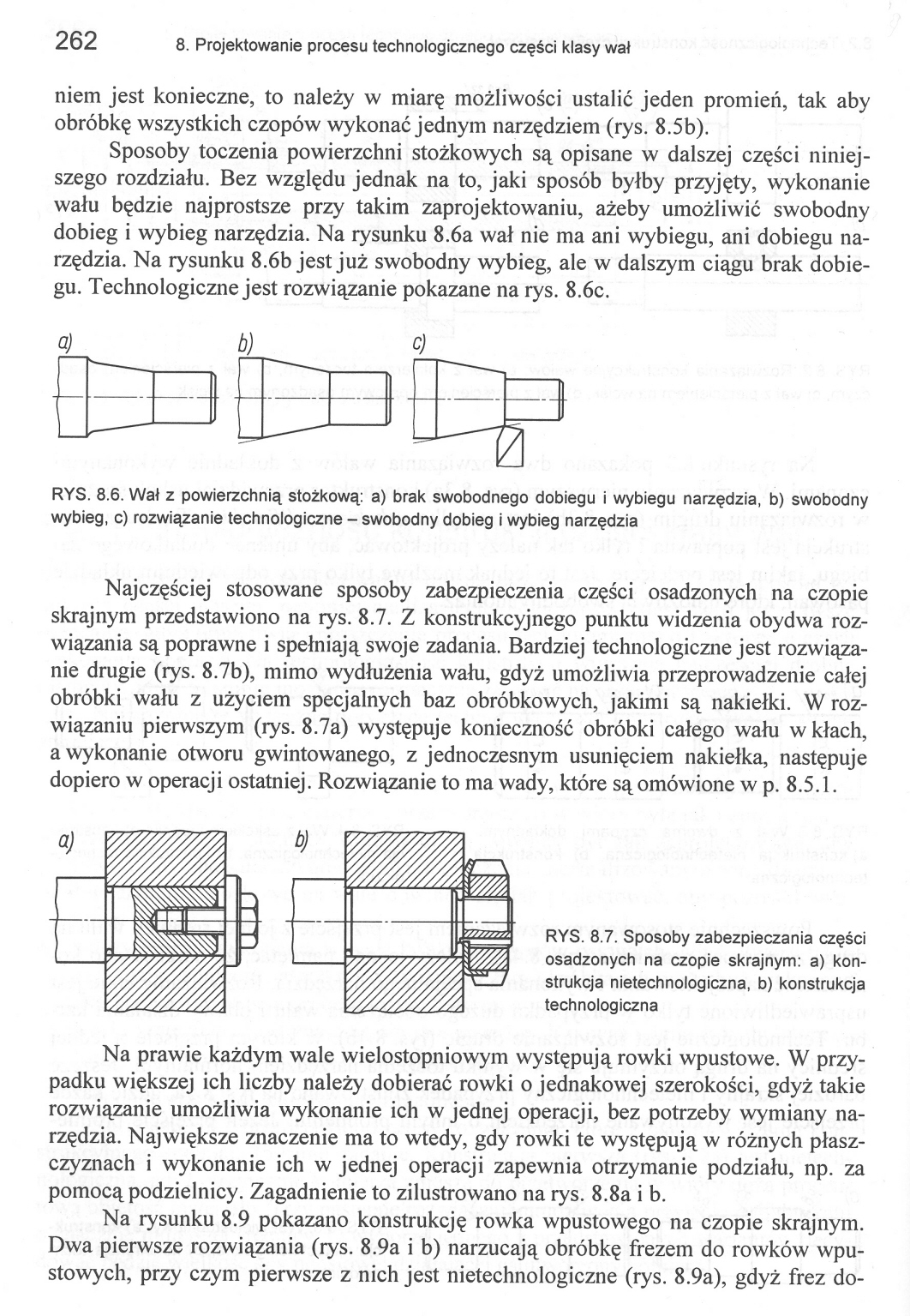
Najczęściej stosowane sposoby zabezpieczenia części osadzonych na czopie skrajnym przedstawiono na rys. 8.7. Z konstrukcyjnego punktu widzenia obydwa rozwiązania są poprawne i spełniają swoje zadania. Bardziej technologiczne jest rozwiązanie drugie (rys. 8.7b), mimo wydłużenia wału, gdyż umożliwia przeprowadzenie całej obróbki wału z użyciem specjalnych baz obróbkowych, jakimi są nakiełki. W rozwiązaniu pierwszym (rys. 8.7a) występuje konieczność obróbki całego wału w kłach, a wykonanie otworu gwintowanego, z jednoczesnym usunięciem nakiełka, następuje dopiero w operacji ostatniej. Rozwiązanie to ma wady, które są omówione w p. 8.5.1.
RYS. 8.7. Sposoby zabezpieczania części osadzonych na czopie skrajnym: a) konstrukcja nietechnologiczna, b) konstrukcja technologiczna
Na prawie każdym wale wielostopniowym występują rowki wpustowe. W przypadku większej ich liczby należy dobierać rowki o jednakowej szerokości, gdyż takie rozwiązanie umożliwia wykonanie ich w jednej operacji, bez potrzeby wymiany narzędzia. Największe znaczenie ma to wtedy, gdy rowki te występują w różnych płaszczyznach i wykonanie ich w jednej operacji zapewnia otrzymanie podziału, np. za pomocą podzielnicy. Zagadnienie to zilustrowano na rys. 8.8a i b.
Na rysunku 8.9 pokazano konstrukcję rowka wpustowego na czopie skrajnym. Dwa pierwsze rozwiązania (rys. 8.9a i b) narzucają obróbkę frezem do rowków wpustowych, przy czym pierwsze z nich jest nietechnologiczne (rys. 8.9a), gdyż frez do-
Wyszukiwarka
Podobne podstrony:
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
więcej podobnych podstron