M Feld TBM298

298
8. Projektowanie procesu technologicznego części klasy wał
Dogładzanie oscylacyjne bezkłowe (rys. 8.53) wykonuje się z posuwem wzdłużnym lub z posuwem poprzecznym. Występuje tutaj pełna analogia do szlifowania bezkłowego.
Przy szlifowaniu z posuwem wzdłużnym (rys. 8.54) osie wałów nadających ruch obrotowy przedmiotowi są skręcone o kąt od ok. 0,5 do 20°, dzięki czemu przedmiot otrzymuje dodatkowo ruch posuwowy wzdłużny. Proces ten jest realizowany na specjalnych obrabiarkach, na których powierzchnia przedmiotu jest kształtowana przez kolejne pilniki ścierne, różniące się wielkością ziarna i twardością. Tego rodzaju obróbkę można stosować dla części drobnych. Specjalną zautomatyzowaną obrabiarkę do obróbki drobnych części walcowych (np. wałeczków łożyskowych) przedstawiono na rys. 8.55.
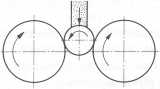
RYS. 8.53. Dogładzanie oscylacyjne bezkłowe
r
RYS. 8.54. Zasada dogładzania oscylacyjnego bezkłowego z posuwem wzdłużnym

RYS. 8.55. Bezkłowa dogładzarka oscylacyjna do drobnych części walcowych z posuwem wzdłużnym firmy Nagel
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
więcej podobnych podstron