M Feld TBM294
294
8. Projektowanie procesu technologicznego części klasy wał
Do dogładzania oscylacyjnego są stosowane pilniki o spoiwie ceramicznym lub pilniki o spoiwie bakelitowym. Pilniki o spoiwie bakelitowym odznaczają się większą wytrzymałością mechaniczną od pilników ceramicznych oraz znaczną elastycznością. Mają one dobre właściwości polerujące i są stosowane przede wszystkim do dogładzania wykańczającego.
Twardość pilników ściernych w procesie dogładzania dobiera się podobnie, jak przy innych metodach obróbki ściernej, tzn. dla materiałów twardych dobiera się pilniki miękkie i odwrotnie. Ponieważ twardość pilnika ma duży wpływ na proces dogładzania, a stopniowanie jej w systemie literowym daje zbyt duże różnice, dlatego twardość pilników przeznaczonych do dogładzania jest podawana w jednostkach Rockwella, przy obciążeniu wstępnym 100 N i całkowitym 600 N.
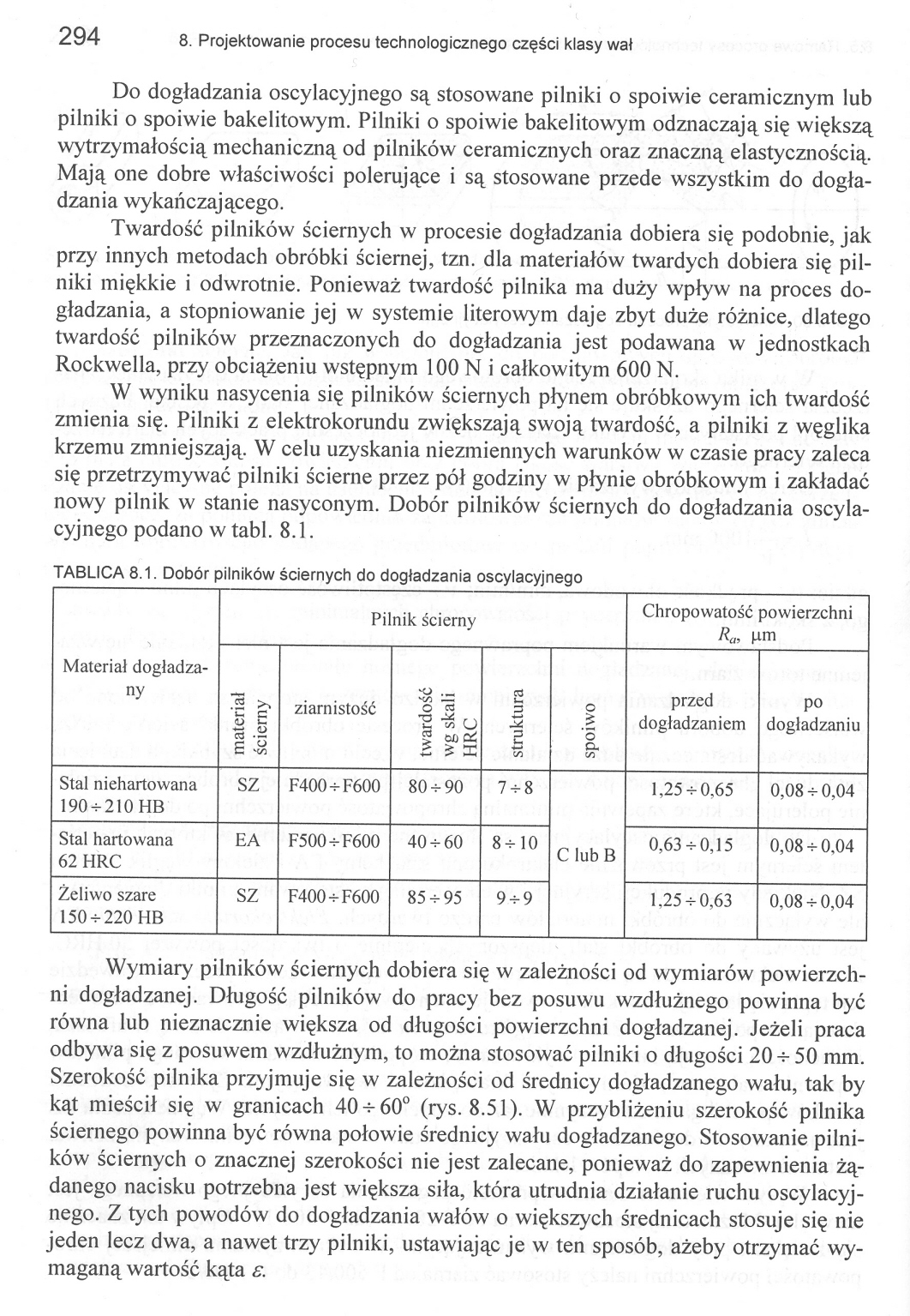
W wyniku nasycenia się pilników ściernych płynem obróbkowym ich twardość zmienia się. Pilniki z elektrokorundu zwiększają swoją twardość, a pilniki z węglika krzemu zmniejszają. W celu uzyskania niezmiennych warunków w czasie pracy zaleca się przetrzymywać pilniki ścierne przez pół godziny w płynie obróbkowym i zakładać nowy pilnik w stanie nasyconym. Dobór pilników ściernych do dogładzania oscylacyjnego podano w tabl. 8.1.
TABLICA 8.1. Dobór pilników ściernych do dogładzania oscylacyjnego
|
Pilnik ścierny |
Chropowatość powierzchni Ra, pm | ||||||
|
Materiał dogładzany |
materia! ścierny |
ziarnistość |
twardość wg skali HRC |
struktura |
spoiwo |
przed dogładzaniem |
po dogładzaniu |
|
Stal niehartowana 190 + 210 HB |
SZ |
F400 + F600 |
80 + 90 |
7 + 8 |
1,25 + 0,65 |
0,08 + 0,04 | |
|
Stal hartowana 62 HRC |
EA |
F500+F600 |
40 + 60 |
8 + 10 |
C lub B |
0,63 + 0,15 |
0,08 + 0,04 |
|
Żeliwo szare 150 + 220 HB |
SZ |
F400+F600 |
85 + 95 |
9 + 9 |
1,25 + 0,63 |
0,08 + 0,04 | |
Wymiary pilników ściernych dobiera się w zależności od wymiarów powierzchni dogładzanej. Długość pilników do pracy bez posuwu wzdłużnego powinna być równa lub nieznacznie większa od długości powierzchni dogładzanej. Jeżeli praca odbywa się z posuwem wzdłużnym, to można stosować pilniki o długości 20 + 50 mm. Szerokość pilnika przyjmuje się w zależności od średnicy dogładzanego wału, tak by kąt mieścił się w granicach 40 + 60° (rys. 8.51). W przybliżeniu szerokość pilnika ściernego powinna być równa połowie średnicy wału dogładzanego. Stosowanie pilników ściernych o znacznej szerokości nie jest zalecane, ponieważ do zapewnienia żądanego nacisku potrzebna jest większa siła, która utrudnia działanie ruchu oscylacyjnego. Z tych powodów do dogładzania wałów o większych średnicach stosuje się nie jeden lecz dwa, a nawet trzy pilniki, ustawiając je w ten sposób, ażeby otrzymać wymaganą wartość kąta s.
Wyszukiwarka
Podobne podstrony:
M Feld TBM328 328 8. Projektowanie procesu technologicznego części klasy wał Do szlifowania gwintów
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
więcej podobnych podstron