M Feld TBM286

286
8. Projektowanie procesu technologicznego części klasy wał
uniwersalnych powszechnie stosowanym sposobem jest doprowadzenie płynu obróbkowego w postaci swobodnego strumienia (rys. 8.41). Mimo że przy tym sposobie doprowadzenia zużycie jest ogromne, bo wynosi minimum 8^-10 1/min na każde 10 mm długości styku ściernicy ze szlifowanym przedmiotem, to jego skuteczność jest znacznie zmniejszona przez strumień powietrza otaczający ściernicę. Odchyla on bowiem i rozpyla strumień płynu. Znacznie lepsze wyniki uzyskuje się przy takim samym doprowadzeniu, ale przy ciśnieniu płynu wynoszącym od 1,0 do 1,5 MPa. W tym przypadku strumień cieczy powinien być skierowany stycznie do powierzchni obwodowej ściernicy (rys. 8.42a), a jednocześnie jego prędkość wypływu vc powinna być w przybliżeniu równa prędkości obwodowej ściernicy vs. W przypadku znacznie różniących się prędkości, strumień cieczy będzie odchylony (rys. 8.42b).

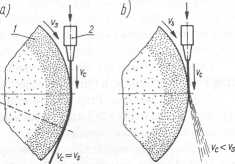
RYS. 8.42. Doprowadzenie płynu obróbkowego do powierzchni obwodowej ściernicy: a) prędkość wypływu płynu vc, w przybliżeniu równa prędkości obwodowej ściernicy us; b) prędkości vc i vs różne
RYS. 8.41. Doprowadzenie płynu obróbkowego w postaci swobodnego strumienia
Podobnie jak i w innych sposobach obróbki, również w szlifowaniu dąży się do znacznego ograniczenia stosowania płynu obróbkowego, a nawet do obróbki na sucho. Głównym powodem są tutaj względy ekologiczne związane z płynem obróbkowym, jego neutralizacją, powstającym szlamem itp. Duże koszty wynikają ze znacznej ilości płynu oraz zapotrzebowania energii niezbędnej do dostarczenia płynu pod odpowiednim ciśnieniem. Problem jest jednakże trudny. Przyczyną tego są duże ilości ciepła, które powstają na skutek tarcia pomiędzy ziarnami ściernymi i przedmiotem szlifowanym i dużej ich liczby biorącej udział w szlifowaniu. To powoduje niebezpieczeństwo uszkodzenia warstwy wierzchniej przedmiotu szlifowanego. Dodatkowe niebezpieczeństwo stanowią wykruszające się ze ściernicy ziarna ścierne, które dostają się między pracujące elementy obrabiarki lub są wciśnięte w obrobiony przedmiot.
Alternatywą przemawiającą na dzisiaj do szerokiego stosowania jest nie obróbka na sucho, ale z ograniczoną ilością płynu. Do osiągnięcia tego celu muszą być spełnione następujące warunki:
- płyn musi być doprowadzony bezpośrednio do strefy skrawania,
- strumień powietrza otaczający ściernicę musi być odpowiednio odchylony, aby płyn można było doprowadzić bez stosowania wysokich ciśnień.
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
więcej podobnych podstron