M Feld TBM306
306
8. Projektowanie procesu technologicznego części klasy wał
Istnieją metody umożliwiające obrabianie zarówno powierzchni kształtowych, jak i stożkowych, ale są i takie, które można zastosować tylko do powierzchni stożkowych.
Do podstawowych sposobów obróbki powierzchni stożkowych należą:
- toczenie przez skręcenie suportu,
- toczenie przez przestawienie osi konika,
- toczenie wg liniału,
- toczenie na tokarkach kopiarkach i tokarkach sterowanych numerycznie,
- toczenie nożem kształtowym.
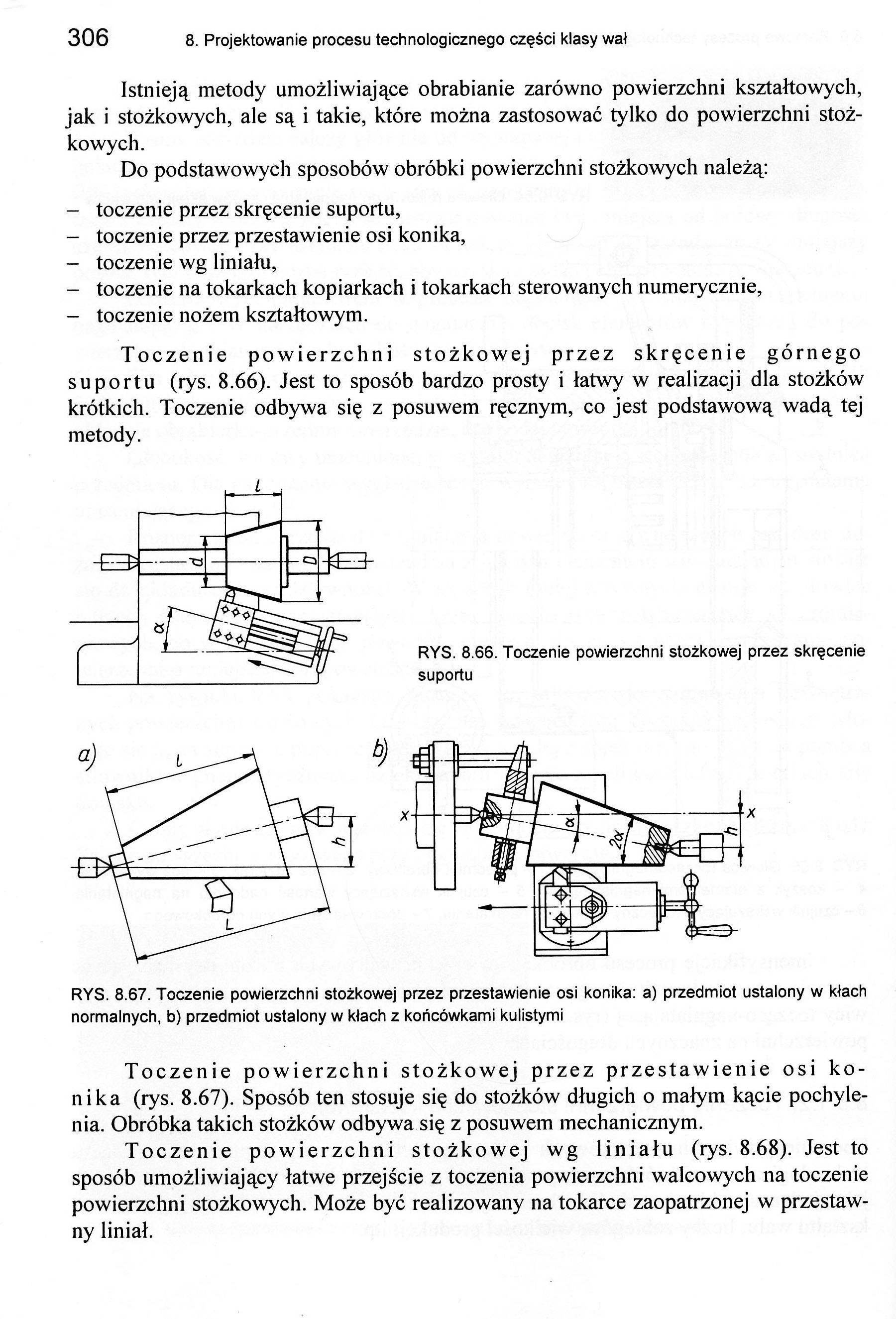
Toczenie powierzchni stożkowej przez skręcenie górnego suportu (rys. 8.66). Jest to sposób bardzo prosty i łatwy w realizacji dla stożków krótkich. Toczenie odbywa się z posuwem ręcznym, co jest podstawową wadą tej metody.
RYS. 8.66. Toczenie powierzchni stożkowej przez skręcenie suportu
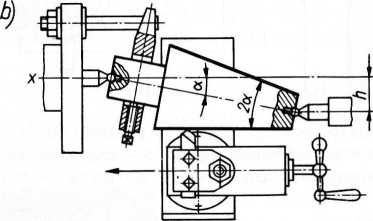
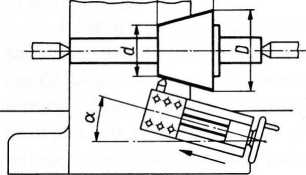
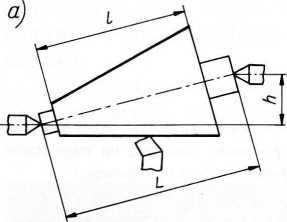
RYS. 8.67. Toczenie powierzchni stożkowej przez przestawienie osi konika: a) przedmiot ustalony w kłach normalnych, b) przedmiot ustalony w kłach z końcówkami kulistymi
Toczenie powierzchni stożkowej przez przestawienie osi konika (rys. 8.67). Sposób ten stosuje się do stożków długich o małym kącie pochylenia. Obróbka takich stożków odbywa się z posuwem mechanicznym.
Toczenie powierzchni stożkowej wg liniału (rys. 8.68). Jest to sposób umożliwiający łatwe przejście z toczenia powierzchni walcowych na toczenie powierzchni stożkowych. Może być realizowany na tokarce zaopatrzonej w przestawny liniał.
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
więcej podobnych podstron