M Feld TBM276
276
8. Projektowanie procesu technologicznego części klasy wał
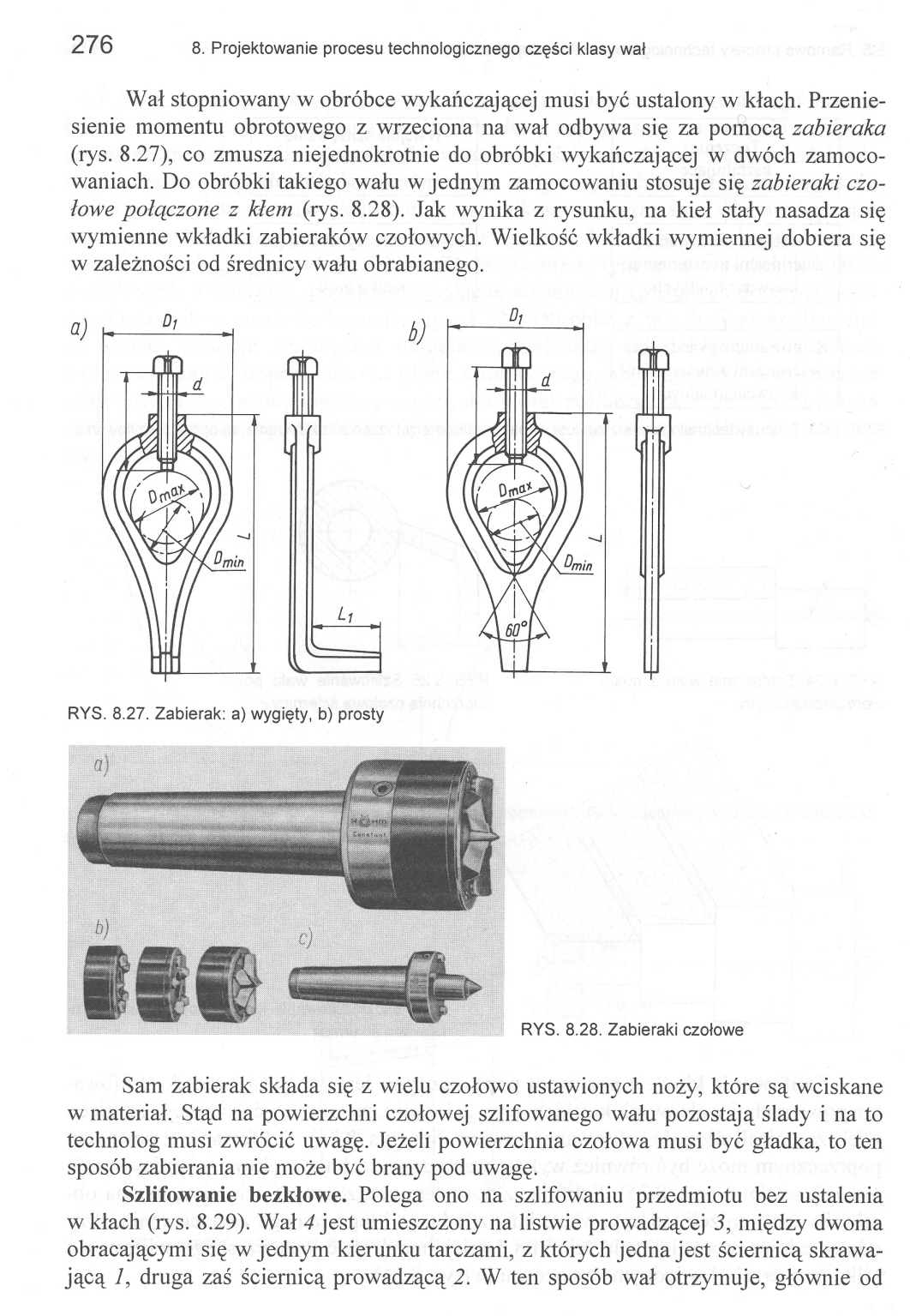
Wał stopniowany w obróbce wykańczającej musi być ustalony w kłach. Przeniesienie momentu obrotowego z wrzeciona na wał odbywa się za pomocą zabieraka (rys. 8.27), co zmusza niejednokrotnie do obróbki wykańczającej w dwóch zamocowaniach. Do obróbki takiego wału w jednym zamocowaniu stosuje się zabieraki czołowe połączone z kłem (rys. 8.28). Jak wynika z rysunku, na kieł stały nasadza się wymienne wkładki zabieraków czołowych. Wielkość wkładki wymiennej dobiera się w zależności od średnicy wału obrabianego.

RYS. 8.27. Zabierak: a) wygięty, b) prosty
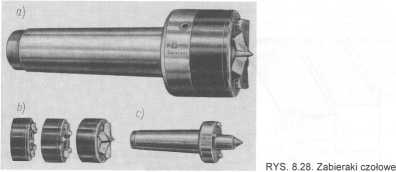
Sam zabierak składa się z wielu czołowo ustawionych noży, które są wciskane w materiał. Stąd na powierzchni czołowej szlifowanego wału pozostają ślady i na to technolog musi zwrócić uwagę. Jeżeli powierzchnia czołowa musi być gładka, to ten sposób zabierania nie może być brany pod uwagę.
Szlifowanie bezkłowe. Polega ono na szlifowaniu przedmiotu bez ustalenia w kłach (rys. 8.29). Wał 4 jest umieszczony na listwie prowadzącej 3, między dwoma obracającymi się w jednym kierunku tarczami, z których jedna jest ściernicą skrawającą 1, druga zaś ściernicą prowadzącą 2. W ten sposób wał otrzymuje, głównie od
Wyszukiwarka
Podobne podstrony:
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
więcej podobnych podstron