M Feld TBM320
8. Projektowanie procesu technologicznego części klasy wał
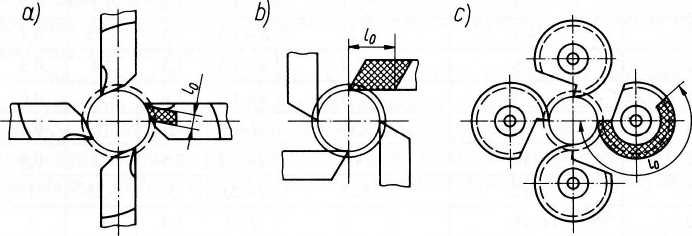
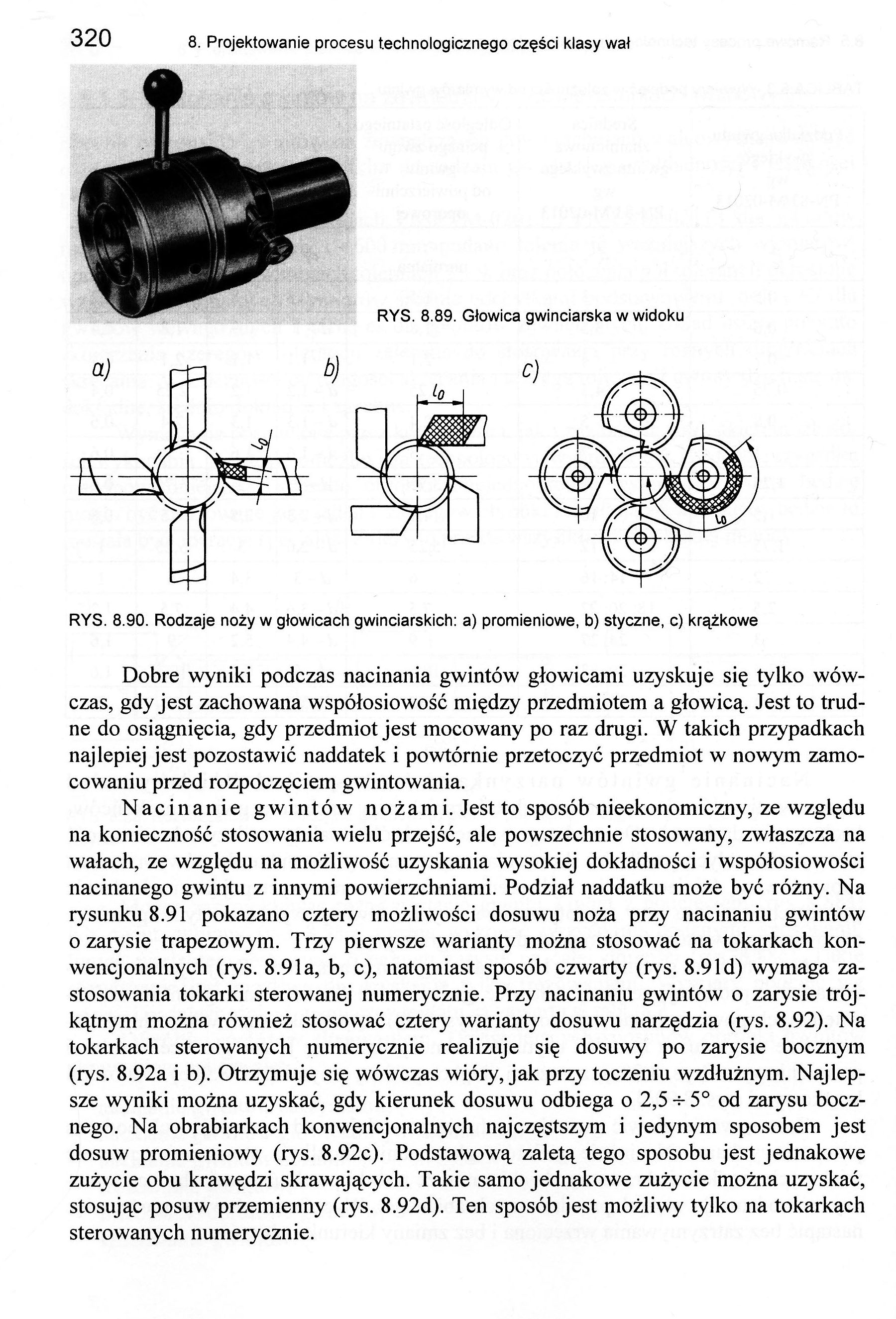
RYS. 8.90. Rodzaje noży w głowicach gwinciarskich: a) promieniowe, b) styczne, c) krążkowe
Dobre wyniki podczas nacinania gwintów głowicami uzyskuje się tylko wówczas, gdy jest zachowana współosiowość między przedmiotem a głowicą. Jest to trudne do osiągnięcia, gdy przedmiot jest mocowany po raz drugi. W takich przypadkach najlepiej jest pozostawić naddatek i powtórnie przetoczyć przedmiot w nowym zamocowaniu przed rozpoczęciem gwintowania.
Nacinanie gwintów nożami. Jest to sposób nieekonomiczny, ze względu na konieczność stosowania wielu przejść, ale powszechnie stosowany, zwłaszcza na wałach, ze względu na możliwość uzyskania wysokiej dokładności i współosiowości nacinanego gwintu z innymi powierzchniami. Podział naddatku może być różny. Na rysunku 8.91 pokazano cztery możliwości dosuwu noża przy nacinaniu gwintów o zarysie trapezowym. Trzy pierwsze warianty można stosować na tokarkach konwencjonalnych (rys. 8.91a, b, c), natomiast sposób czwarty (rys. 8.91 d) wymaga zastosowania tokarki sterowanej numerycznie. Przy nacinaniu gwintów o zarysie trójkątnym można również stosować cztery warianty dosuwu narzędzia (rys. 8.92). Na tokarkach sterowanych numerycznie realizuje się dosuwy po zarysie bocznym (rys. 8.92a i b). Otrzymuje się wówczas wióry, jak przy toczeniu wzdłużnym. Najlepsze wyniki można uzyskać, gdy kierunek dosuwu odbiega o 2,5 -*■ 5° od zarysu bocznego. Na obrabiarkach konwencjonalnych najczęstszym i jedynym sposobem jest dosuw promieniowy (rys. 8.92c). Podstawową zaletą tego sposobu jest jednakowe zużycie obu krawędzi skrawających. Takie samo jednakowe zużycie można uzyskać, stosując posuw przemienny (rys. 8.92d). Ten sposób jest możliwy tylko na tokarkach sterowanych numerycznie.
Wyszukiwarka
Podobne podstrony:
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
M Feld TBM346 346 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.127. Efektywna d
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
więcej podobnych podstron