M Feld TBM346
346
8. Projektowanie procesu technologicznego części klasy wał
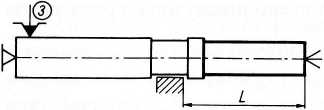
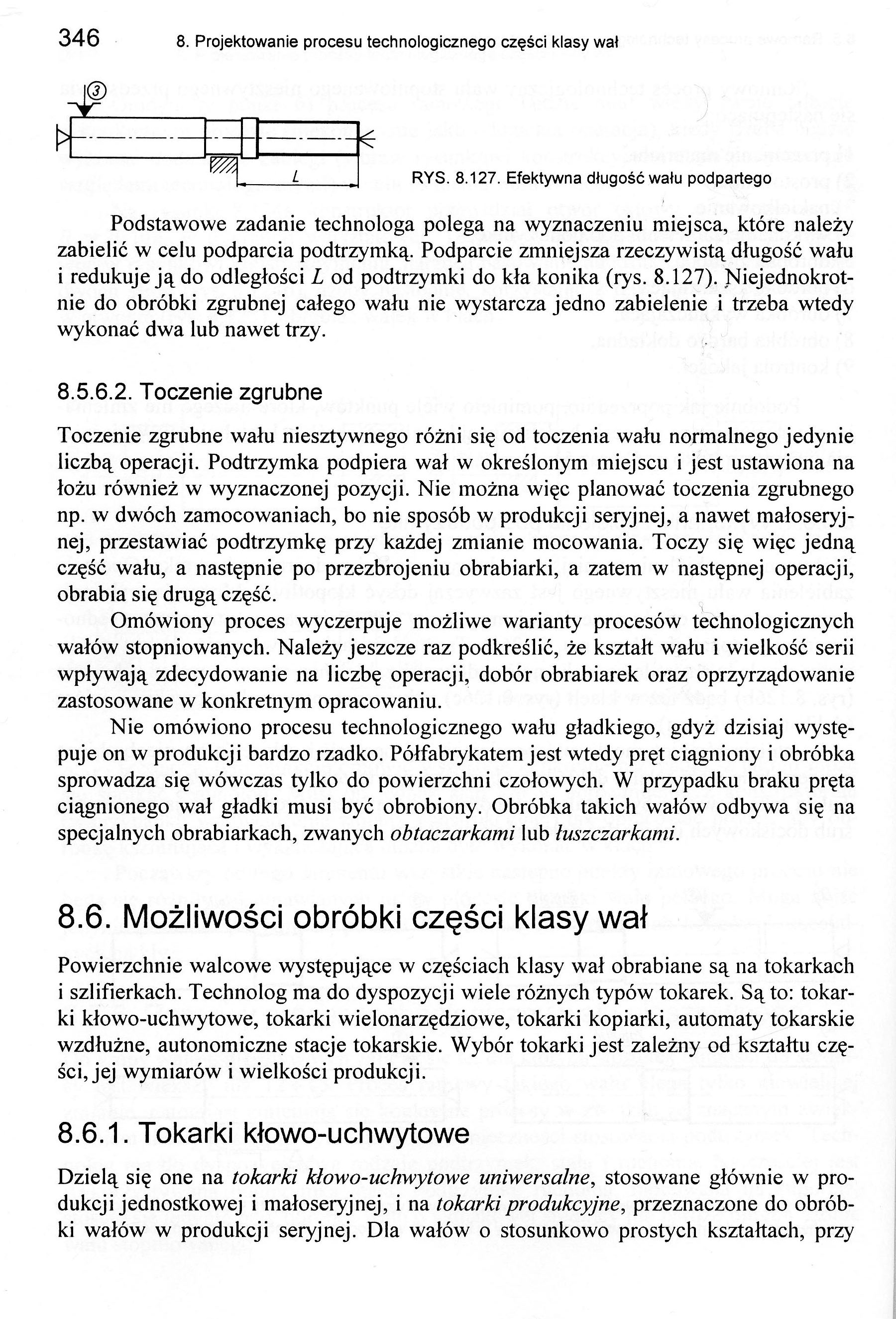
RYS. 8.127. Efektywna długość wału podpartego
Podstawowe zadanie technologa polega na wyznaczeniu miejsca, które należy zabielić w celu podparcia podtrzymką. Podparcie zmniejsza rzeczywistą długość wału i redukuje ją do odległości L od podtrzymki do kła konika (rys. 8.127). Niejednokrotnie do obróbki zgrubnej całego wału nie wystarcza jedno zabielenie i trzeba wtedy wykonać dwa lub nawet trzy.
8.5.6.2. Toczenie zgrubne
Toczenie zgrubne wału niesztywnego różni się od toczenia wału normalnego jedynie liczbą operacji. Podtrzymką podpiera wał w określonym miejscu i jest ustawiona na łożu również w wyznaczonej pozycji. Nie można więc planować toczenia zgrubnego np. w dwóch zamocowaniach, bo nie sposób w produkcji seryjnej, a nawet małoseryj-nej, przestawiać podtrzymkę przy każdej zmianie mocowania. Toczy się więc jedną część wału, a następnie po przezbrojeniu obrabiarki, a zatem w następnej operacji, obrabia się drugą część.
Omówiony proces wyczerpuje możliwe warianty procesów technologicznych wałów stopniowanych. Należy jeszcze raz podkreślić, że kształt wału i wielkość serii wpływają zdecydowanie na liczbę operacji, dobór obrabiarek oraz oprzyrządowanie zastosowane w konkretnym opracowaniu.
Nie omówiono procesu technologicznego wału gładkiego, gdyż dzisiaj występuje on w produkcji bardzo rzadko. Półfabrykatem jest wtedy pręt ciągniony i obróbka sprowadza się wówczas tylko do powierzchni czołowych. W przypadku braku pręta ciągnionego wał gładki musi być obrobiony. Obróbka takich wałów odbywa się na specjalnych obrabiarkach, zwanych obtaczarkami lub tuszczarkami.
8.6. Możliwości obróbki części klasy wał
Powierzchnie walcowe występujące w częściach klasy wał obrabiane są na tokarkach i szlifierkach. Technolog ma do dyspozycji wiele różnych typów tokarek. Są to: tokarki kłowo-uchwytowe, tokarki wielonarzędziowe, tokarki kopiarki, automaty tokarskie wzdłużne, autonomiczne stacje tokarskie. Wybór tokarki jest zależny od kształtu części, jej wymiarów i wielkości produkcji.
8.6.1. Tokarki kłowo-uchwytowe
Dzielą się one na tokarki kłowo-uchwytowe uniwersalne, stosowane głównie w produkcji jednostkowej i małoseryjnej, i na tokarki produkcyjne, przeznaczone do obróbki wałów w produkcji seryjnej. Dla wałów o stosunkowo prostych kształtach, przy
Wyszukiwarka
Podobne podstrony:
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
więcej podobnych podstron