M Feld TBM348
8. Projektowanie procesu technologicznego części klasy wał
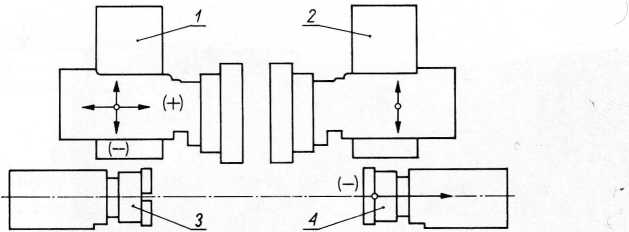
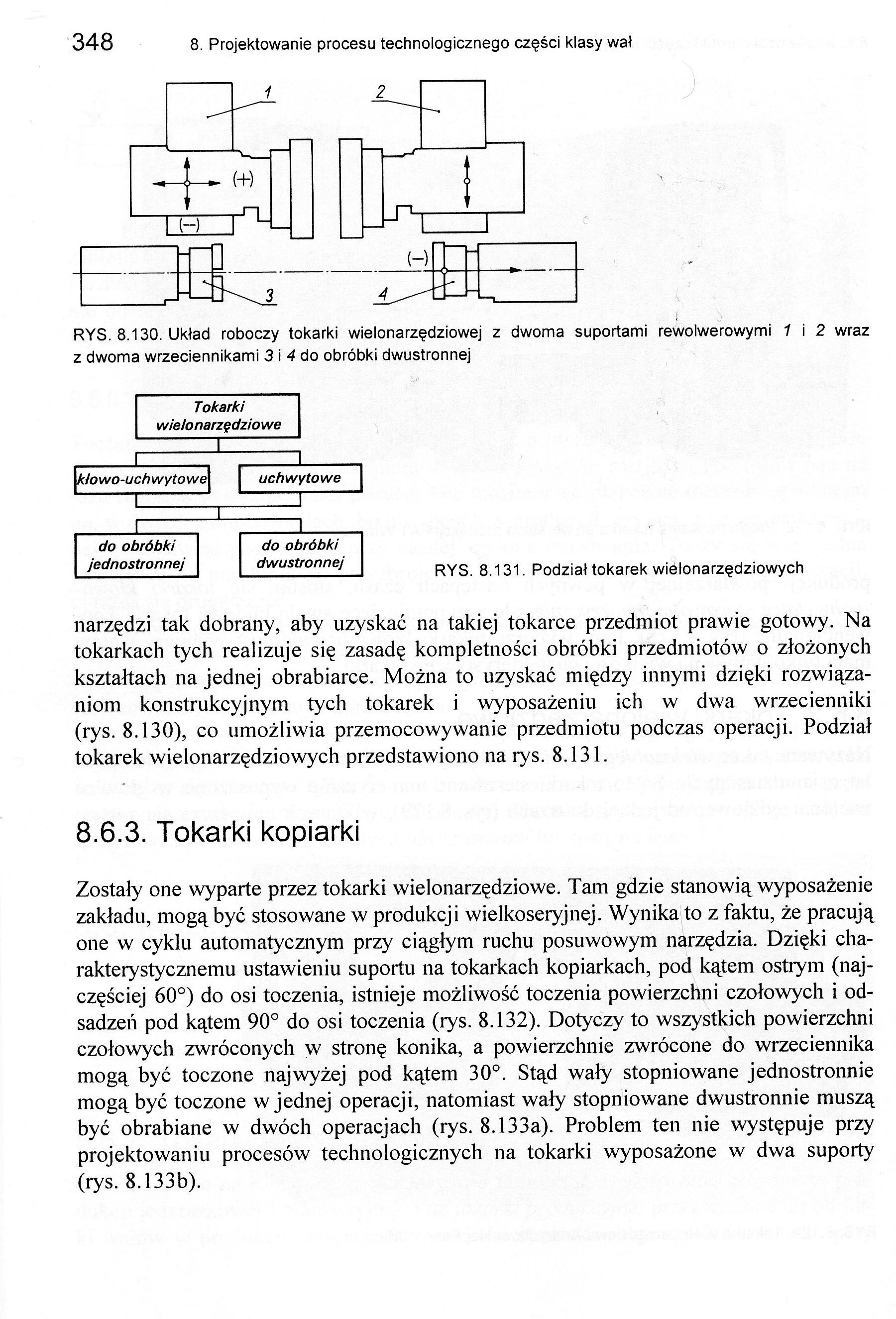
RYS. 8.130. Układ roboczy tokarki wielonarzędziowej z dwoma suportami rewolwerowymi 1 i 2 wraz z dwoma wrzeciennikami 3 i 4 do obróbki dwustronnej

RYS. 8.131 Podział tokarek wielonarzędziowych
narzędzi tak dobrany, aby uzyskać na takiej tokarce przedmiot prawie gotowy. Na tokarkach tych realizuje się zasadę kompletności obróbki przedmiotów o złożonych kształtach na jednej obrabiarce. Można to uzyskać między innymi dzięki rozwiązaniom konstrukcyjnym tych tokarek i wyposażeniu ich w dwa wrzecienniki (rys. 8.130), co umożliwia przemocowywanie przedmiotu podczas operacji. Podział tokarek wielonarzędziowych przedstawiono na rys. 8.131.
8.6.3. Tokarki kopiarki
Zostały one wyparte przez tokarki wielonarzędziowe. Tam gdzie stanowią wyposażenie zakładu, mogą być stosowane w produkcji wielkoseryjnej. Wynika to z faktu, że pracują one w cyklu automatycznym przy ciągłym ruchu posuwowym narzędzia. Dzięki charakterystycznemu ustawieniu suportu na tokarkach kopiarkach, pod kątem ostrym (najczęściej 60°) do osi toczenia, istnieje możliwość toczenia powierzchni czołowych i od-sadzeń pod kątem 90° do osi toczenia (rys. 8.132). Dotyczy to wszystkich powierzchni czołowych zwróconych w stronę konika, a powierzchnie zwrócone do wrzeciennika mogą być toczone najwyżej pod kątem 30°. Stąd wały stopniowane jednostronnie mogą być toczone w jednej operacji, natomiast wały stopniowane dwustronnie muszą być obrabiane w dwóch operacjach (rys. 8.133a). Problem ten nie występuje przy projektowaniu procesów technologicznych na tokarki wyposażone w dwa suporty (rys. 8.133b).
Wyszukiwarka
Podobne podstrony:
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM346 346 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.127. Efektywna d
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
więcej podobnych podstron