M Feld TBM322
322
8. Projektowanie procesu technologicznego części klasy wał
RYS. 8.93. Noże grzebieniowe do nacinania gwintów: a) prawozwoj-nych, b) lewozwojnych
- nacinania bardzo dokładnych długich śrub,
- nacinania gwintów o zarysie prostokątnym, dla których frezowanie jest niemożliwe,
- nacinanie gwintów w produkcji jednostkowej i małoseryjnej; nacięcie takie można wówczas uważać za jeden z zabiegów obróbki kształtującej, bez stosowania oddzielnej operacji, np. frezowania.
Toczenie gwintów w produkcji seryjnej i wielkoseryjnej jest możliwe dzięki zastosowaniu specjalnych tokarek (rys. 8.94a), pracujących w cyklu automatycznym. Suport tokarki jest sterowany za pomocą krzywki (rys. 8.94b). Dzięki automatyzacji ruchu pracy, wycofania narzędzia, szybkiego powrotu suportu i dosunięcia noża można stosować duże prędkości skrawania i w wyniku tego otrzymać dużą wydajność, nie mniejszą niż podczas frezowania. Liczba przejść narzędzia, w zależności od rodzaju gwintu nacinanego, może wynosić 1+32.
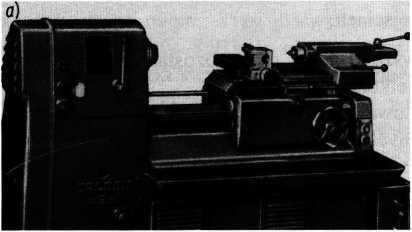
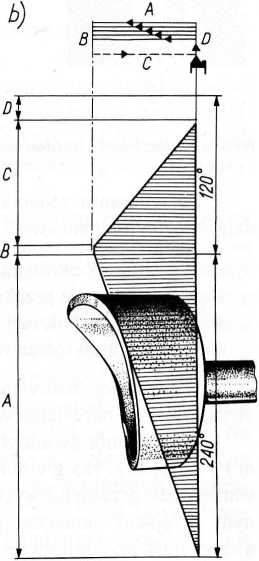
RYS. 8.94. Tokarka do toczenia gwintów w cyklu półautomatycznym: a) tokarka w widoku, b) krzywka sterująca cyklem pracy tokarki: A - ruch pracy, B - wycofanie narzędzia, C - szybki powrót suportu, D - dosunięcie narzędzia
Wyszukiwarka
Podobne podstrony:
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
M Feld TBM346 346 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.127. Efektywna d
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
więcej podobnych podstron