M Feld TBM266
266
8. Projektowanie procesu technologicznego części klasy wał
Posuw w obróbce zgrubnej ustala się możliwie największy. Ograniczenie posuwu może wynikać z mechanizmu ruchu posuwowego tokarki, przekroju zastosowanego trzonka noża i wielkości płytki skrawającej.
Prędkość skrawania przy toczeniu zgrubnym jest związana z trwałością ostrza noża i wykorzystaniem mocy tokarki. Jest ona zależna również od materiału obrabianego i materiału ostrza noża.
W obróbce kształtującej oprócz toczenia samych powierzchni walcowych, wykonuje się wszelkiego rodzaju wcięcia, podcięcia, załamania krawędzi itp. Niejednokrotnie podczas tej obróbki są wykonywane również powierzchnie stożkowe i kształtowe, w produkcji jednostkowej i małoseryjnej gwinty.
Przy toczeniu kształtującym stosuje się tylko małe głębokości skrawania. Stąd pola przekroju warstwy skrawanej są również małe. Problem wykorzystania mocy tokarki ma tutaj znaczenie drugorzędne. Najistotniejszymi parametrami w tym rodzaju obróbki są: posuw i prędkość skrawania. Posuw ustala się w zależności od wymaganej chropowatości powierzchni przedmiotu obrabianego. Prędkość skrawania powinna być jak największa, gdyż zwiększenie prędkości skrawania powoduje zmniejszenie chropowatości powierzchni. Ograniczenie stanowi tutaj trwałość ostrza oraz możliwe drgania układu o-u-p-n.
Przy doborze parametrów skrawania, zarówno do obróbki zgrubnej, jak i kształtującej, technolog powinien posłużyć się opracowanymi normatywami, skorzystać z własnych doświadczeń, w przypadku zaś produkcji wielkoseryjnej wykonać próby technologiczne.
Istnieją trzy podstawowe sposoby ustalenia i zamocowania wału przy obróbce toczeniem lub frezotoczeniem:
- w uchwycie samocentrującym trzyszczękowym,
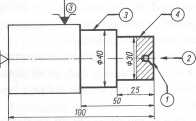
- w uchwycie samocentrującym trzyszczękowym z jednoczesnym podparciem kłem,
- w kłach z zabierakiem.
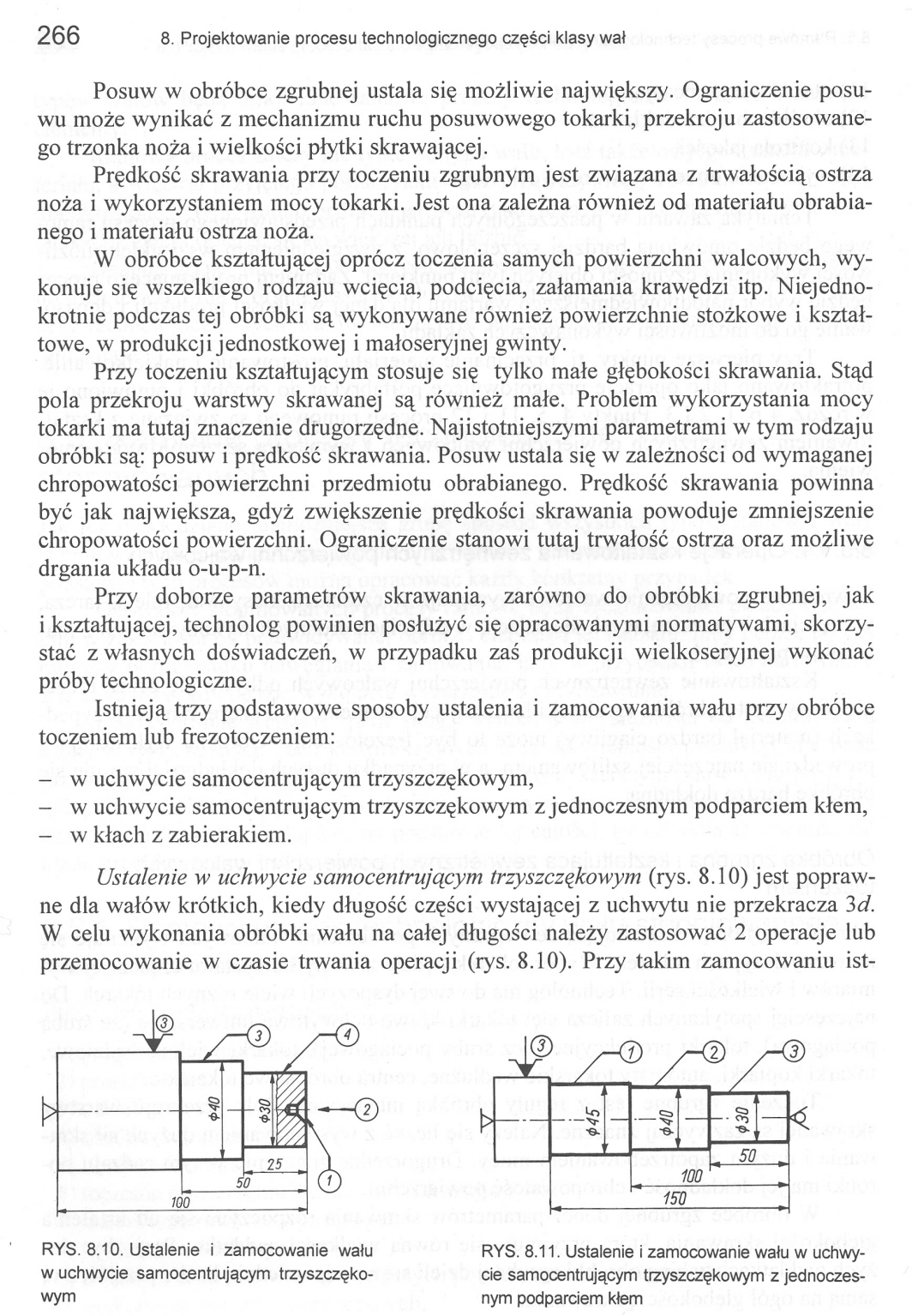
Ustalenie w uchwycie samocentrującym trzyszczękowym (rys. 8.10) jest poprawne dla wałów krótkich, kiedy długość części wystającej z uchwytu nie przekracza 3d. W celu wykonania obróbki wału na całej długości należy zastosować 2 operacje lub przemocowanie w czasie trwania operacji (rys. 8.10). Przy takim zamocowaniu ist-
RYS. 8.10. Ustalenie i zamocowanie wału w uchwycie samocentrującym trzyszczękowym
i>—
|
- 'ę |
-gj— | |||
|
■o- | ||||
|
100 |
|« 50 —I | |||
|
150 | ||||
RYS. 8.11. Ustalenie i zamocowanie wału w uchwycie samocentrującym trzyszczękowym z jednoczesnym podparciem kłem
Wyszukiwarka
Podobne podstrony:
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
więcej podobnych podstron