M Feld TBM274
274
8. Projektowanie procesu technologicznego części klasy wał
Szlifowanie wysokowydajne (szybkościowe). Ściernice z regularnego azotku boru i diamentu charakteryzują się bardzo dużą odpornością na zużycie i odpornością na zmianę profilu. Ze względu na te cechy ściernic stosuje się je w szlifowaniu wysoko wydajnym. Prędkości skrawania w tym sposobie szlifowania wynoszą od 80 m/s do 280 m/s. Dzięki tak dużym prędkościom skrawania siły występujące w procesie szlifowania znacznie się zmniejszają (rys. 8.21a), zapotrzebowanie mocy ma przebieg degresywny (rys. 8.2lb). Zastosowanie w tym sposobie obróbki ziaren o większych wymiarach umożliwia uzyskanie wydajności zbliżonych do wydajności uzyskiwanych w procesie toczenia (rys. 8.22). Obróbka z tak dużymi prędkościami stawia wysokie wymagania obrabiarce, zwłaszcza jej dokładności i odporności na drgania, doprowadzenia płynu obróbkowego, aby zapewnić oczyszczenie ściernicy. Proces technologiczny części, dla której półfabrykatem jest np. odkuwka matrycowa, może być skrócony i sprowadzić się tylko do obróbki szlifierskiej (rys. 8.23).
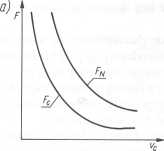
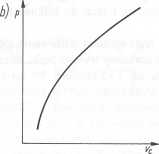
RYS. 8.21. Zależność: a) sił skrawania: Fu - składowej normalnej, Fc - składowej stycznej od prędkości skrawania, b) mocy skrawania P od prędkości skrawania
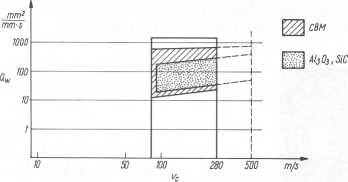
RYS. 8.22. Zależność wydajności ubytkowej szlifowania od prędkości skrawania
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
więcej podobnych podstron