M Feld TBM278
8. Projektowanie procesu technologicznego części klasy wał
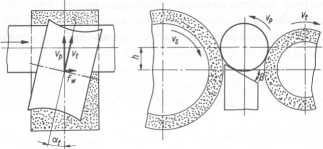
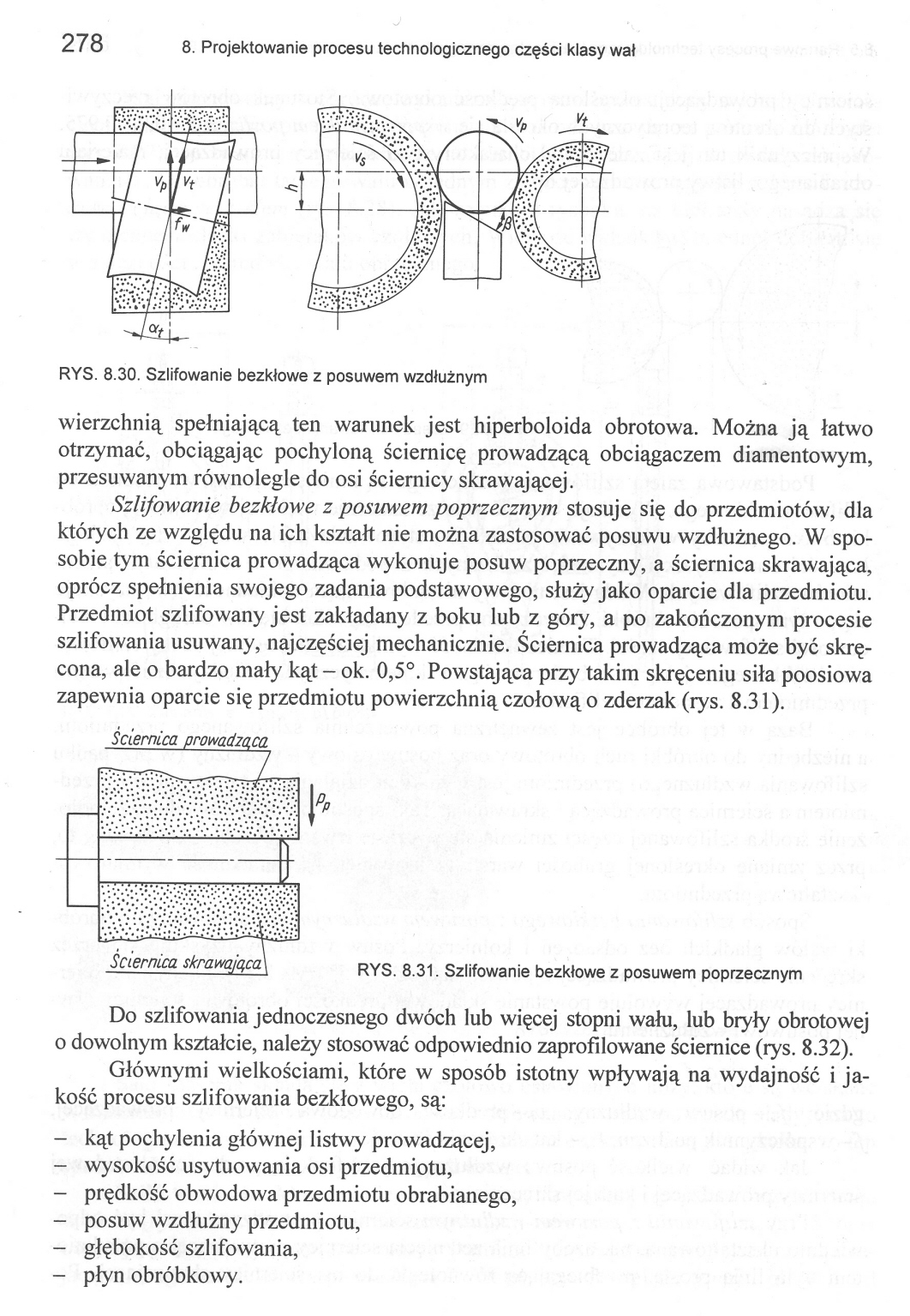
RYS. 8.30. Szlifowanie bezkłowe z posuwem wzdłużnym
278
wierzchnią spełniającą ten warunek jest hiperboloida obrotowa. Można ją łatwo otrzymać, obciągając pochyloną ściernicę prowadzącą obciągaczem diamentowym, przesuwanym równolegle do osi ściernicy skrawającej.
Szlifowanie bezkłowe z posuwem poprzecznym stosuje się do przedmiotów, dla których ze względu na ich kształt nie można zastosować posuwu wzdłużnego. W sposobie tym ściernica prowadząca wykonuje posuw poprzeczny, a ściernica skrawająca, oprócz spełnienia swojego zadania podstawowego, służy jako oparcie dla przedmiotu. Przedmiot szlifowany jest zakładany z boku lub z góry, a po zakończonym procesie szlifowania usuwany, najczęściej mechanicznie. Ściernica prowadząca może być skręcona, ale o bardzo mały kąt - ok. 0,5°. Powstająca przy takim skręceniu siła poosiowa zapewnia oparcie się przedmiotu powierzchnią czołową o zderzak (rys. 8.31).
Ściernica prowadząca
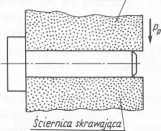
RYS. 8.31. Szlifowanie bezkłowe z posuwem poprzecznym
Do szlifowania jednoczesnego dwóch lub więcej stopni wału, lub bryły obrotowej o dowolnym kształcie, należy stosować odpowiednio zaprofilowane ściernice (rys. 8.32).
Głównymi wielkościami, które w sposób istotny wpływają na wydajność i jakość procesu szlifowania bezkłowego, są:
- kąt pochylenia głównej listwy prowadzącej,
- wysokość usytuowania osi przedmiotu,
- prędkość obwodowa przedmiotu obrabianego,
- posuw wzdłużny przedmiotu,
- głębokość szlifowania,
- płyn obróbkowy.
Wyszukiwarka
Podobne podstrony:
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
M Feld TBM346 346 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.127. Efektywna d
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
więcej podobnych podstron