M Feld TBM260
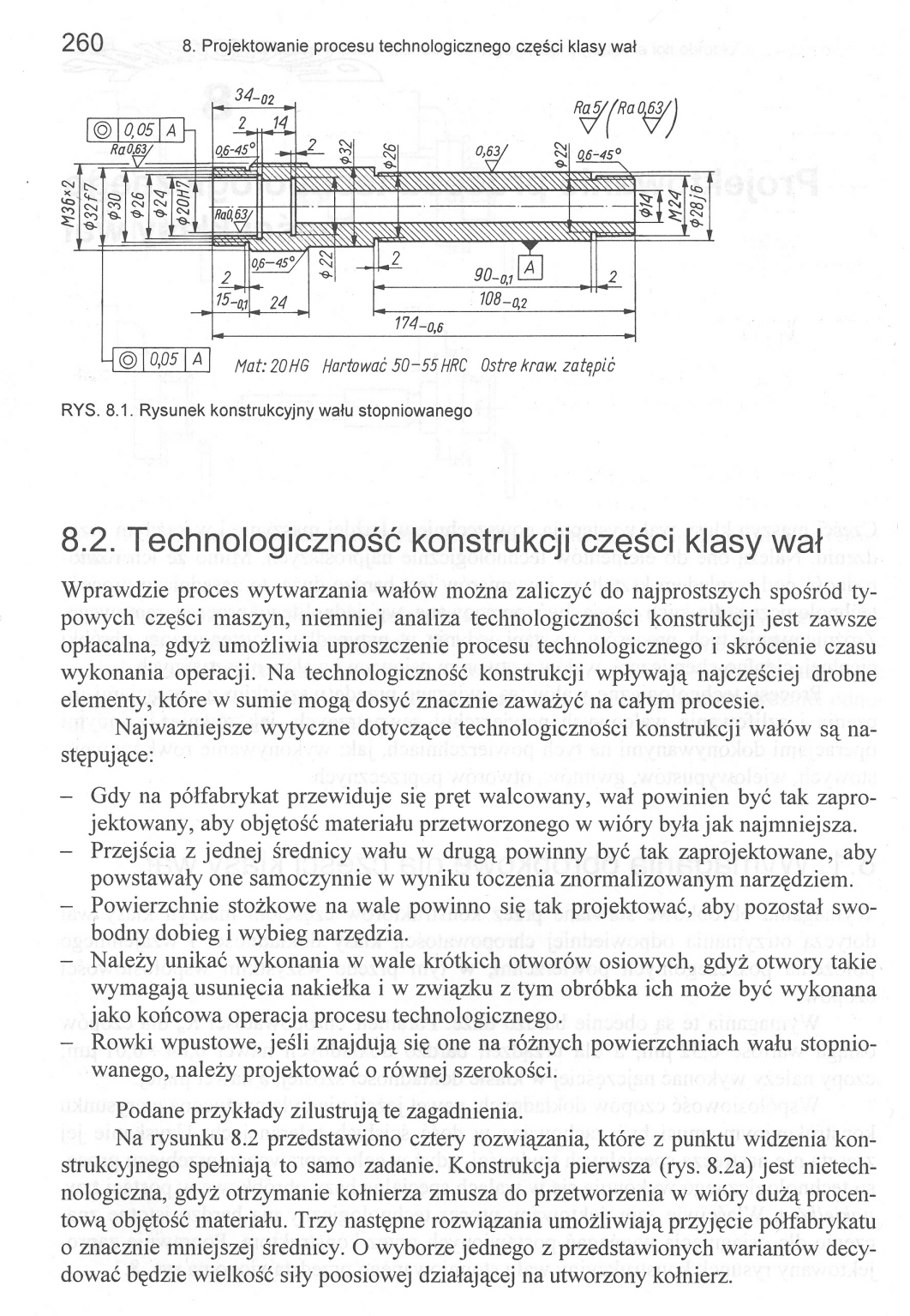
8. Projektowanie procesu technologicznego części klasy wał
260
8.2. Technologiczność konstrukcji części klasy wał
Wprawdzie proces wytwarzania wałów można zaliczyć do najprostszych spośród typowych części maszyn, niemniej analiza technologiczności konstrukcji jest zawsze opłacalna, gdyż umożliwia uproszczenie procesu technologicznego i skrócenie czasu wykonania operacji. Na technologiczność konstrukcji wpływają najczęściej drobne elementy, które w sumie mogą dosyć znacznie zaważyć na całym procesie.
Najważniejsze wytyczne dotyczące technologiczności konstrukcji wałów są następujące:
- Gdy na półfabrykat przewiduje się pręt walcowany, wał powinien być tak zaprojektowany, aby objętość materiału przetworzonego w wióry była jak najmniejsza.
- Przejścia z jednej średnicy wału w drugą powinny być tak zaprojektowane, aby powstawały one samoczynnie w wyniku toczenia znormalizowanym narzędziem.
- Powierzchnie stożkowe na wale powinno się tak projektować, aby pozostał swobodny dobieg i wybieg narzędzia.
- Należy unikać wykonania w wale krótkich otworów osiowych, gdyż otwory takie wymagają usunięcia nakiełka i w związku z tym obróbka ich może być wykonana jako końcowa operacja procesu technologicznego.
- Rowki wpustowe, jeśli znajdują się one na różnych powierzchniach wału stopniowanego, należy projektować o równej szerokości.
Podane przykłady zilustrują te zagadnienia.
Na rysunku 8.2 przedstawiono cztery rozwiązania, które z punktu widzenia konstrukcyjnego spełniają to samo zadanie. Konstrukcja pierwsza (rys. 8.2a) jest nietech-nologiczna, gdyż otrzymanie kołnierza zmusza do przetworzenia w wióry dużą procentową objętość materiału. Trzy następne rozwiązania umożliwiają przyjęcie półfabrykatu o znacznie mniejszej średnicy. O wyborze jednego z przedstawionych wariantów decydować będzie wielkość siły poosiowej działającej na utworzony kołnierz.
Wyszukiwarka
Podobne podstrony:
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM581 Projektowanie procesu technologicznegoczęści klasy koło zębate Technologia części klas
M Feld TBM261 8.2. Technologiczność konstrukcji części klasy wał RYS. 8.2. Rozwiązania konstrukcyjne
M Feld TBM543 Projektowanie procesu technologicznegodla części płaskich Części płaskie, jak wskazuje
MIECZYSŁAW FELD podstawy projektowania procesów technologicznych typowych części maszyn
M Feld TBM349 349 8.6. Możliwości obróbki części klasy wał RYS. 8.132. Toczenie wału na tokarce kopi
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
więcej podobnych podstron