M Feld TBM543

Projektowanie procesu technologicznego
dla części płaskich
Części płaskie, jak wskazuje sama nazwa, są to części z większymi lub mniejszymi powierzchniami płaskimi, najczęściej o prostych kształtach. Typowymi przedstawicielami tej grupy są wszelkiego rodzaju płytki, listwy, krzywki, płyty.
12.1. Wymagania obróbkowe dla części płaskich
Wymagania obróbkowe stawiane przez konstruktorów częściom płaskim są bardzo zróżnicowane, w zależności od konkretnego przeznaczenia danej części. Najczęściej dotyczą one dokładności wymiarów i dokładności kształtu, w tym przede wszystkim
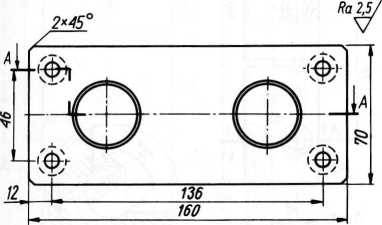
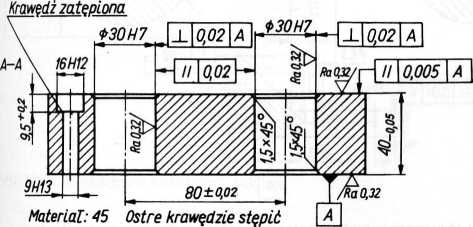
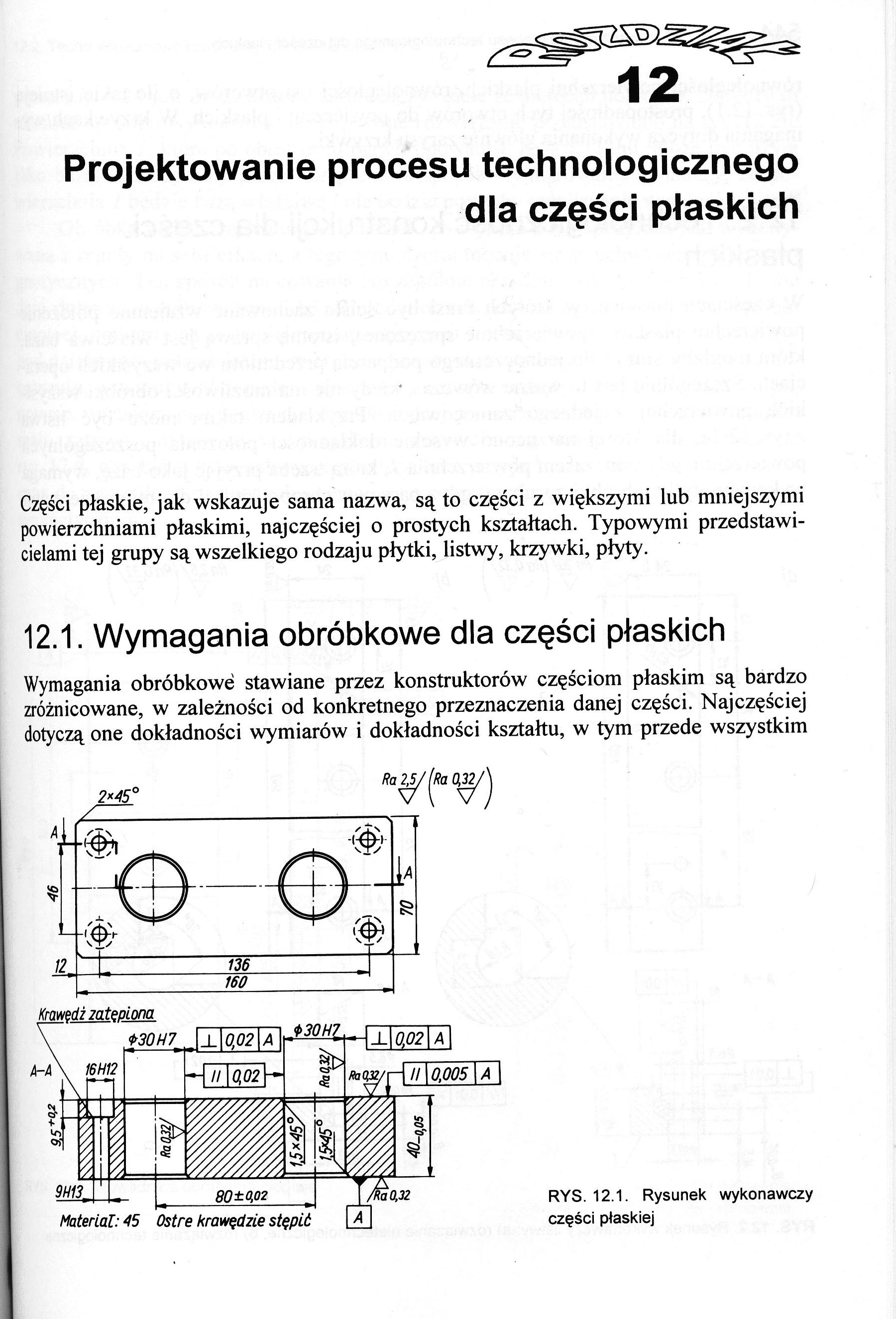
RYS. 12.1. Rysunek wykonawczy części płaskiej
Wyszukiwarka
Podobne podstrony:
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM268 268 8. Projektowanie procesu technologicznego części kiasy wał RYS. 8.13. Kolejność pl
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM290 290 8. Projektowanie procesu technologicznego części klasy wałObróbka bardzo dokładna
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
więcej podobnych podstron