M Feld TBM290
290
8. Projektowanie procesu technologicznego części klasy wał
Obróbka bardzo dokładna zewnętrznych powierzchni walcowych
Coraz częściej w konstrukcjach części maszyn spotyka się żądania konstruktorów, ażeby niektóre powierzchnie miały, oprócz dużej dokładności, chropowatość powierzchni Ra = 0,16-^0,01 |im. Są to chropowatości bardzo małe, niemożliwe do uzyskania w normalnej obróbce wykańczającej. Tego typu wymagania można osiągnąć metodą obróbki bardzo dokładnej. Do najczęściej stosowanych sposobów bardzo dokładnej obróbki zewnętrznych powierzchni walcowych należą:
a) obróbki wiórowe - toczenie bardzo dokładne;
b) obróbki ścierne:
- dogładzanie oscylacyjne,
- docieranie,
- szlifowanie bardzo dokładne;
c) obróbki plastyczne - nagniatanie.
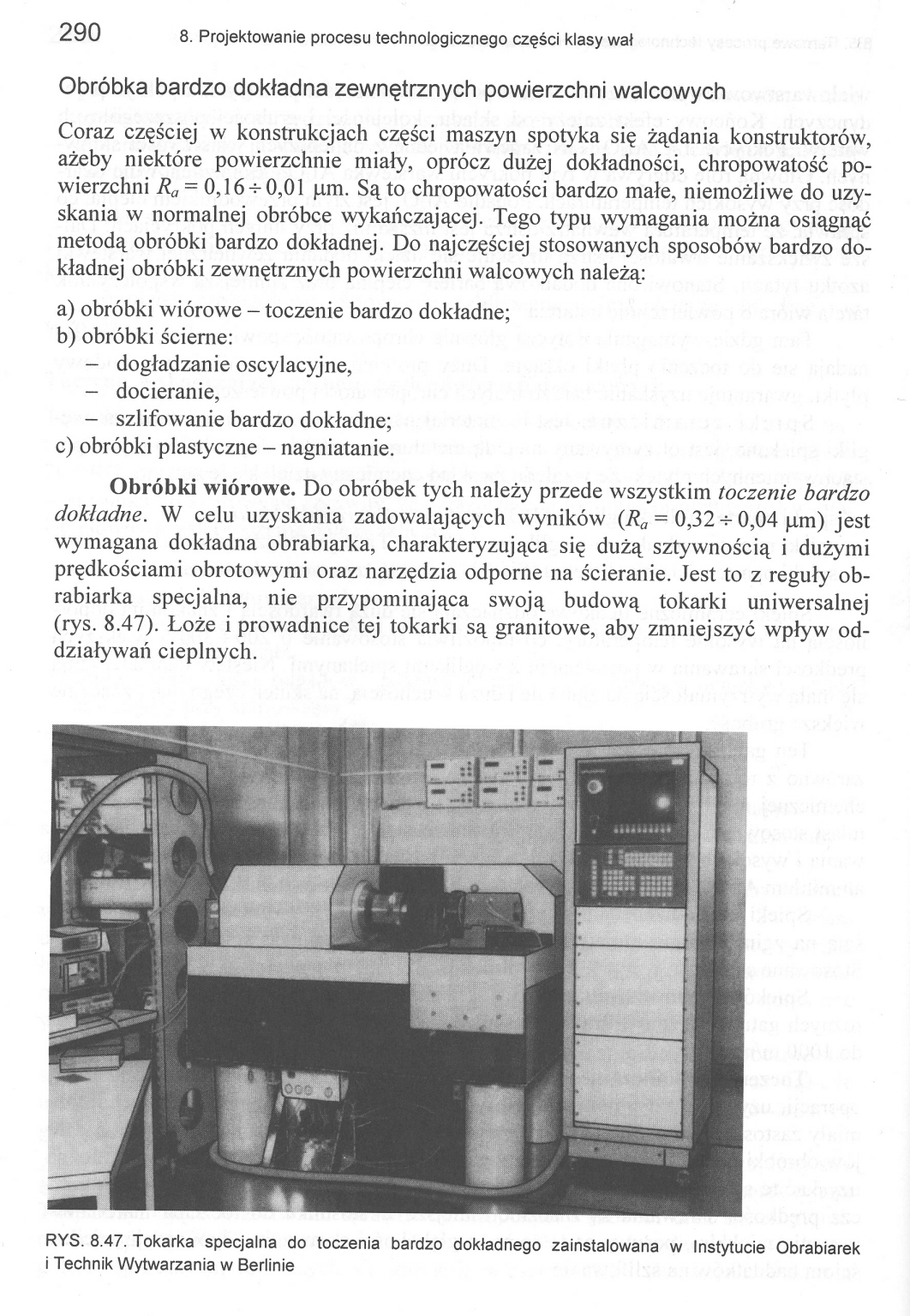
Obróbki wiórowe. Do obróbek tych należy przede wszystkim toczenie bardzo dokładne. W celu uzyskania zadowalających wyników (Ra = 0,32 -s- 0,04 pm) jest wymagana dokładna obrabiarka, charakteryzująca się dużą sztywnością i dużymi prędkościami obrotowymi oraz narzędzia odporne na ścieranie. Jest to z reguły obrabiarka specjalna, nie przypominająca swoją budową tokarki uniwersalnej (rys. 8.47). Łoże i prowadnice tej tokarki są granitowe, aby zmniejszyć wpływ oddziaływań cieplnych.
RYS. 8.47. Tokarka specjalna do toczenia bardzo dokładnego zainstalowana w Instytucie Obrabiarek i Technik Wytwarzania w Berlinie
Wyszukiwarka
Podobne podstrony:
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM294 294 8. Projektowanie procesu technologicznego części klasy wał Do dogładzania oscylacy
M Feld TBM296 296 8. Projektowanie procesu technologicznego części klasy wał 50 m/min występuje wyra
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM302 302 8. Projektowanie procesu technologicznego części klasy wał mioty 1 osadzone luźno
M Feld TBM304 304 8. Projektowanie procesu technologicznego części klasy wał Prędkość obrotową przed
M Feld TBM306 306 8. Projektowanie procesu technologicznego części klasy wał Istnieją metody umożliw
M Feld TBM310 310 8. Projektowanie procesu technologicznego części klasy wat RYS. 8.74. Frezowanie w
M Feld TBM312 312 8. Projektowanie procesu technologicznego części klasy wał Dzięki obróbce plastycz
więcej podobnych podstron