M Feld TBM620
620
13. Projektowanie procesu technologicznego części klasy koło zębate
nych, gdyż są od nich bardziej wytrzymałe, mogą pracować w wyższych temperaturach, lepiej odprowadzają ciepło i mniej zmieniają swoje właściwości w czasie pracy.
13.7.4.1. Walcowanie zębów kół zębatych
Podobnie jak przy wykonywaniu wielowypustów i gwintów, również i w przypadku kół zębatych obróbka plastyczna zaczyna odgrywać coraz większą rolę. Szczególnie dotyczy to kół zębatych produkowanych wielkoseryjnie. Istnieje kilka sposobów wykonywania uzębień walcowaniem. Do najważniejszych z nich należy zaliczyć: walcowanie na tokarkach, walcowanie na walcarkach planetarnych, walcowanie dwiema przeciwbieżnymi szczękami. Te sposoby obróbki dotyczą tylko tych kół zębatych o zębach prostych i śrubowych, które są wykonane z materiałów o wytrzymałości na rozciąganie Rm <1100 MPa i wydłużeniu AI0 nie mniejszym niż 10-i-12%.
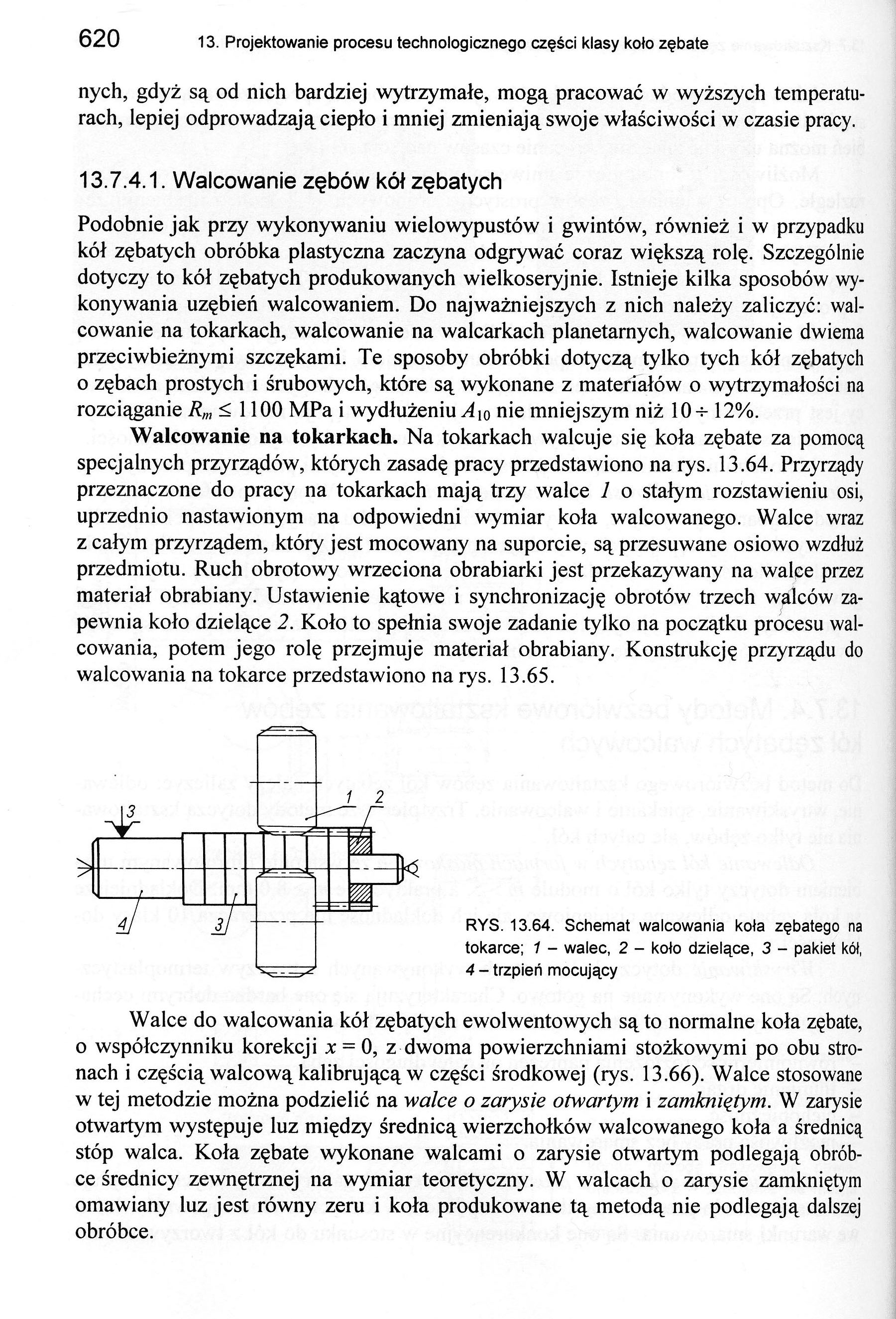
Walcowanie na tokarkach. Na tokarkach walcuje się koła zębate za pomocą specjalnych przyrządów, których zasadę pracy przedstawiono na rys. 13.64. Przyrządy przeznaczone do pracy na tokarkach mają trzy walce 1 o stałym rozstawieniu osi, uprzednio nastawionym na odpowiedni wymiar koła walcowanego. Walce wraz z całym przyrządem, który jest mocowany na suporcie, są przesuwane osiowo wzdłuż przedmiotu. Ruch obrotowy wrzeciona obrabiarki jest przekazywany na walce przez materiał obrabiany. Ustawienie kątowe i synchronizację obrotów trzech walców zapewnia koło dzielące 2. Koło to spełnia swoje zadanie tylko na początku procesu walcowania, potem jego rolę przejmuje materiał obrabiany. Konstrukcję przyrządu do walcowania na tokarce przedstawiono na rys. 13.65.
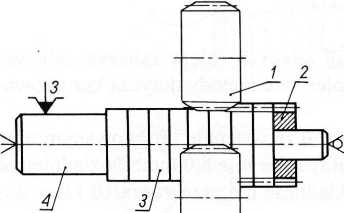
RYS. 13.64. Schemat walcowania koła zębatego na tokarce; 1 - walec, 2 - koło dzielące, 3 - pakiet kół, 4 - trzpień mocujący
Walce do walcowania kół zębatych ewolwentowych są to normalne koła zębate, o współczynniku korekcji x = 0, z dwoma powierzchniami stożkowymi po obu stronach i częścią walcową kalibrującą w części środkowej (rys. 13.66). Walce stosowane w tej metodzie można podzielić na walce o zarysie otwartym i zamkniętym. W zarysie otwartym występuje luz między średnicą wierzchołków walcowanego koła a średnicą stóp walca. Koła zębate wykonane walcami o zarysie otwartym podlegają obróbce średnicy zewnętrznej na wymiar teoretyczny. W walcach o zarysie zamkniętym omawiany luz jest równy zeru i koła produkowane tą metodą nie podlegają dalszej obróbce.
Wyszukiwarka
Podobne podstrony:
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM622 622 13. Projektowanie procesu technologicznego części klasy koło zębate Podobnie jak w
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM634 634 13. Projektowanie procesu technologicznego części klasy koło zębatetrwałości narzę
więcej podobnych podstron