M Feld TBM622

622
13. Projektowanie procesu technologicznego części klasy koło zębate
Podobnie jak we wszystkich metodach obróbki plastycznej, tak i w tym przypadku bardzo istotny jest właściwy dobór średnicy materiału wejściowego. Naturalnie, średnica ta jest zależna od materiału obrabianego. Określa się, że dopuszczalna jej odchyłka nie powinna być większa niż 0,01 mm.
Drugim sposobem jest walcowanie metodą wgłębną. W tym przypadku nie ma ruchu względnego narzędzi wzdłuż osi materiału, natomiast podczas walcowania następuje promieniowe zagłębienie się zębów narzędzia w walcowane koło (rys. 13.67). Tę metodę można stosować na specjalnych walcarkach do gwintów.
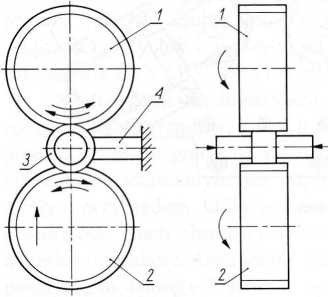
RYS. 13.67. Walcowanie koła zębatego metodą wgłębną; 1,2- walce, 3 - koło walcowane, 4 - element oporowy (ogranicznik)
Sposobem przelotowym walcuje się koła zębate o module do l ,5 mm i średnicy zewnętrznej do 60 mm. Metodą wgłębną można walcować koła zębate o module do 4 mm i średnicy zewnętrznej do 200 mm.
Metodą walcowania kół zębatych na tokarkach i walcarkach można uzyskać koła w 7, 8 klasie dokładności i o chropowatości powierzchni zarysów zębów walcowanych Rc, = 0,63 -t- 0,16 pm.
Walcowanie na walcarkach planetarnych i na walcarkach z dwiema przeciwbieżnymi szczękami. Zasadę pracy tych walcarek opisano w rozdz. 8, przy walcowaniu wielowypustów. Walcarki te mogą być również stosowane do walcowania zębów kół zębatych walcowych.
Na walcarkach planetarnych można walcować koła o średnicy do 120 mm i module do 3 mm. Na walcarkach z dwiema przeciwbieżnymi szczękami średnica walcowanych kół może dochodzić do 100 mm, a moduł do 1,5 mm. Dokładność tych metod umożliwia uzyskanie kół w 6h-8 klasie dokładności i chropowatości powierzchni zębów pracujących Ra = 0,16 pm.
13.7.5. Obróbka wykańczająca zębów kół zębatych walcowych
Zęby kół zębatych, dla których jest wymagana mniejsza chropowatość powierzchni i wyższa dokładność, muszą być poddane obróbce wykańczającej. Omówione poprzednio metody obróbki zgrubnej i kształtującej nie mogą takich wymagań zapewnić.
Wyszukiwarka
Podobne podstrony:
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM634 634 13. Projektowanie procesu technologicznego części klasy koło zębatetrwałości narzę
więcej podobnych podstron