M Feld TBM588
588
13. Projektowanie procesu technologicznego części klasy koło zębate
- bicie promieniowe uzębienia Frr - jest to różnica zaobserwowanych granicznych położeń zarysu odniesienia, występująca przy kojarzeniu tego zarysu z zarysem każdego z zębów lub wrębów;
- odchyłka odtaczania - jest to składowa odchylenia kinematycznego koła wynikająca z pominięcia cyklicznie zmiennych odchyłek o częstotliwości wzębień i jej wyższych wielokrotności, występująca przy obrocie koła wokół osi technologicznej; odchyłka odtaczania może być określona jako odchyłka kinematyczna układu podziałowego obrabiarki do kół zębatych;
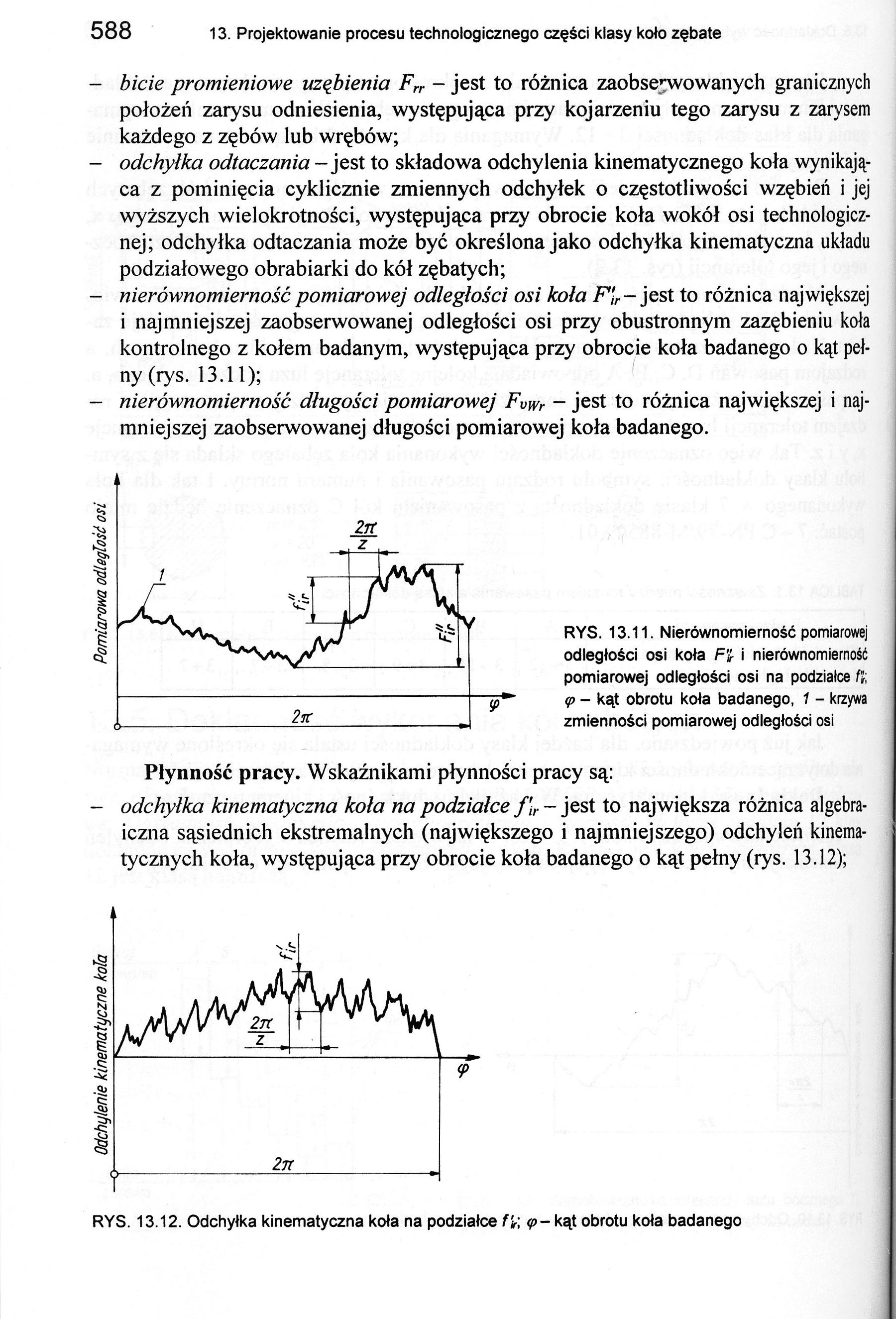
- nierównomierność pomiarowej odległości osi koła F"ir - jest to różnica największej i najmniejszej zaobserwowanej odległości osi przy obustronnym zazębieniu kola kontrolnego z kołem badanym, występująca przy obrocie koła badanego o kąt pełny (rys. 13.11);
- nierównomierność długości pomiarowej Fvwr - jest to różnica największej i najmniejszej zaobserwowanej długości pomiarowej koła badanego.
ó-
RYS. 13.11. Nierównomierność pomiarowej odległości osi koła F", i nierównomierność pomiarowej odległości osi na podziałce fi: <p - kąt obrotu koła badanego, 1 - krzywa zmienności pomiarowej odległości osi
Płynność pracy. Wskaźnikami płynności pracy są:
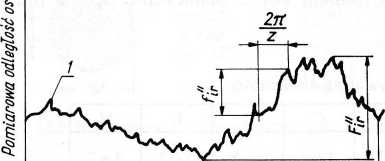
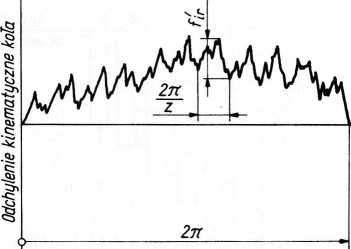
- odchyłka kinematyczna koła na podziałce f\r - jest to największa różnica algebraiczna sąsiednich ekstremalnych (największego i najmniejszego) odchyleń kinematycznych koła, występująca przy obrocie koła badanego o kąt pełny (rys. 13.12);
9
RYS. 13.12. Odchyłka kinematyczna koła na podziałce f *•; cp-kąt obrotu koła badanego
Wyszukiwarka
Podobne podstrony:
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM622 622 13. Projektowanie procesu technologicznego części klasy koło zębate Podobnie jak w
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM634 634 13. Projektowanie procesu technologicznego części klasy koło zębatetrwałości narzę
więcej podobnych podstron