M Feld TBM592
592
13. Projektowanie procesu technologicznego części klasy koło zębate
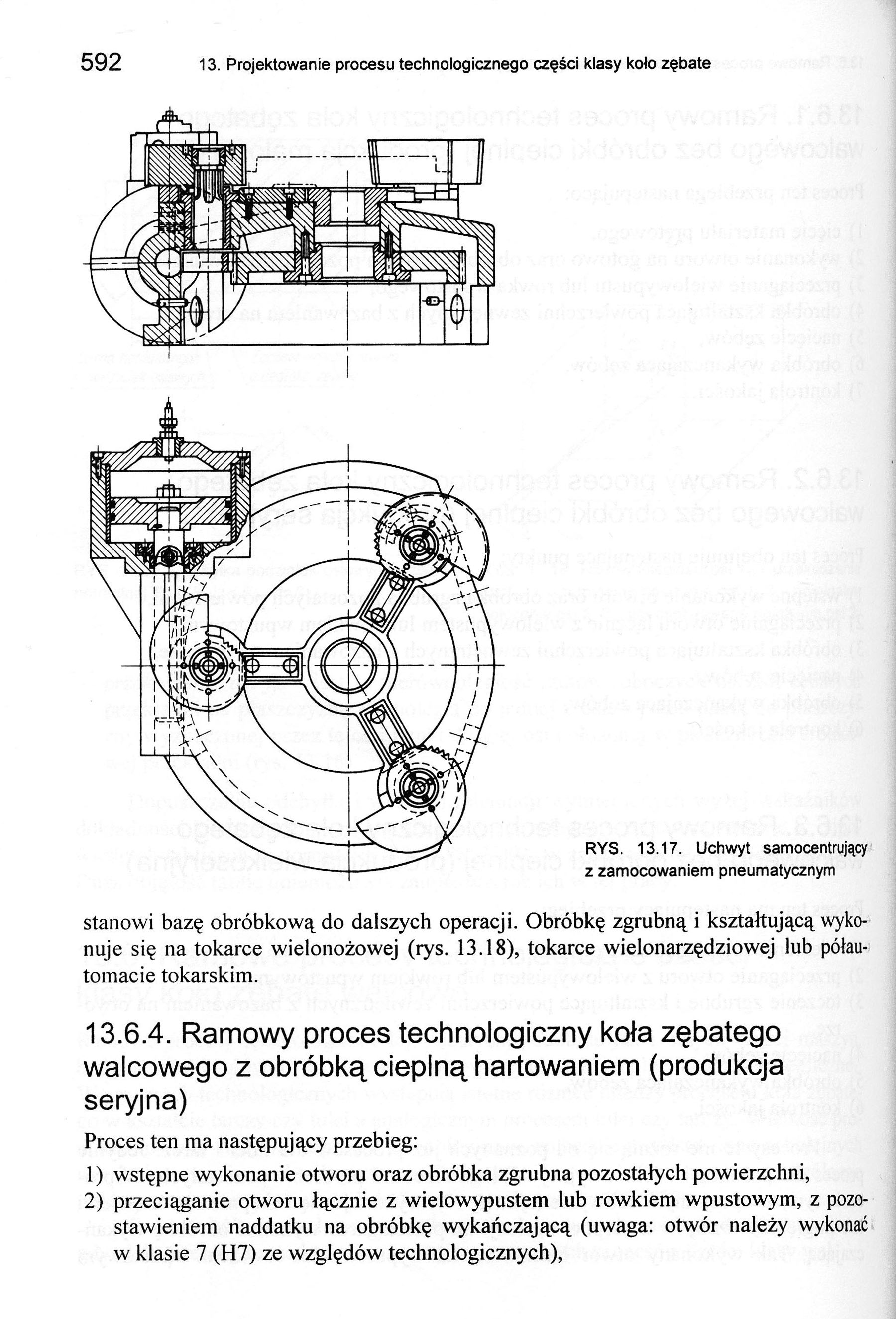
RYS. 13.17. Uchwyt samocentrujący z zamocowaniem pneumatycznym
stanowi bazę obróbkową do dalszych operacji. Obróbkę zgrubną i kształtującą wykonuje się na tokarce wielonożowej (rys. 13.18), tokarce wielonarzędziowej lub półautomacie tokarskim.
13.6.4. Ramowy proces technologiczny koła zębatego walcowego z obróbką cieplną hartowaniem (produkcja seryjna)
Proces ten ma następujący przebieg:
1) wstępne wykonanie otworu oraz obróbka zgrubna pozostałych powierzchni,
2) przeciąganie otworu łącznie z wielowypustem lub rowkiem wpustowym, z pozostawieniem naddatku na obróbkę wykańczającą (uwaga: otwór należy wykonać w klasie 7 (H7) ze względów technologicznych),
Wyszukiwarka
Podobne podstrony:
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM636 636 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.88. Zą
M Feld TBM644 644 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.104. F
M Feld TBM654 654 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.128. Z
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
więcej podobnych podstron