M Feld TBM636
636
13. Projektowanie procesu technologicznego części klasy koło zębate
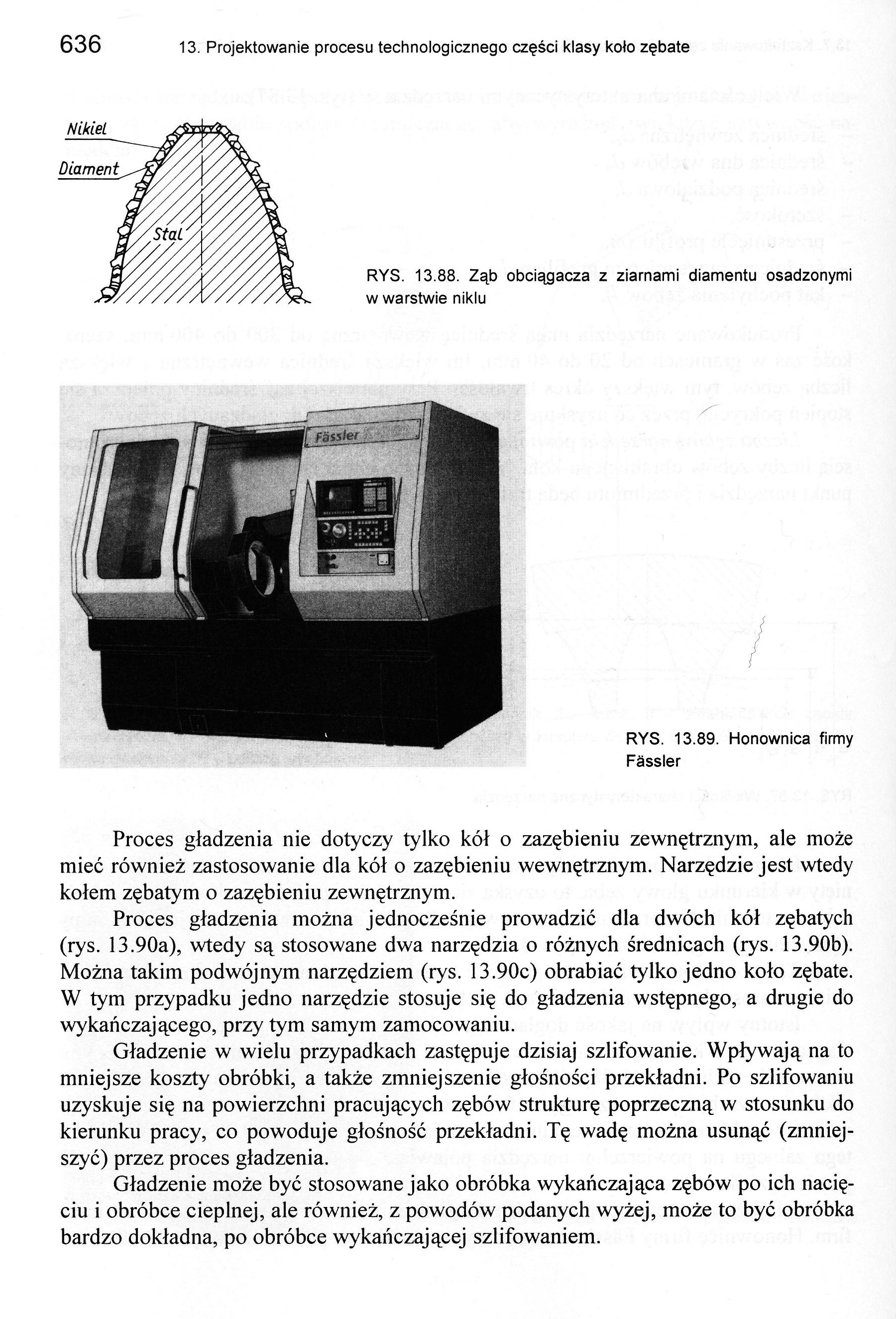
RYS. 13.88. Ząb obciągacza z ziarnami diamentu osadzonymi w warstwie niklu

" /
RYS. 13.89. Honownica firmy Fassler
Proces gładzenia nie dotyczy tylko kół o zazębieniu zewnętrznym, ale może mieć również zastosowanie dla kół o zazębieniu wewnętrznym. Narzędzie jest wtedy kołem zębatym o zazębieniu zewnętrznym.
Proces gładzenia można jednocześnie prowadzić dla dwóch kół zębatych (rys. 13.90a), wtedy są stosowane dwa narzędzia o różnych średnicach (rys. 13.90b). Można takim podwójnym narzędziem (rys. 13.90c) obrabiać tylko jedno koło zębate. W tym przypadku jedno narzędzie stosuje się do gładzenia wstępnego, a drugie do wykańczającego, przy tym samym zamocowaniu.
Gładzenie w wielu przypadkach zastępuje dzisiaj szlifowanie. Wpływają na to mniejsze koszty obróbki, a także zmniejszenie głośności przekładni. Po szlifowaniu uzyskuje się na powierzchni pracujących zębów strukturę poprzeczną w stosunku do kierunku pracy, co powoduje głośność przekładni. Tę wadę można usunąć (zmniejszyć) przez proces gładzenia.
Gładzenie może być stosowane jako obróbka wykańczająca zębów po ich nacięciu i obróbce cieplnej, ale również, z powodów podanych wyżej, może to być obróbka bardzo dokładna, po obróbce wykańczającej szlifowaniem.
Wyszukiwarka
Podobne podstrony:
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM644 644 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.104. F
M Feld TBM654 654 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.128. Z
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
więcej podobnych podstron