M Feld TBM644
644
13. Projektowanie procesu technologicznego części klasy koło zębate

RYS. 13.104. Frezowanie wrębu koła zębatego stożkowego trzema przejściami
sposób, a następnie dopiłowuje. Obróbkę tę można traktować jako typową obróbkę zgrubną, ażeby obróbkę kształtującą wykonać metodą obwiedniową.
13.9.1.2. Obróbka metodą kopiową
Metoda kopiowa jest jedynie stosowana do kół stożkowych o dużych modułach. Wykonuje się ją najczęściej struganiem. Dokładność obróbki tą metodą zależy od dokładności wzornika, liczby położeń narzędzi i dokładności obrabiarki.
13.9.1.3. Obróbka metodą obwiedniową
Spośród licznych metod obwiedniowego nacinania zębów w kołach zębatych stożkowych najczęściej stosowaną dzisiaj jest metoda Gleasona. Sposobem obróbki w tej metodzie jest struganie. Zasadę pracy strugarki Gleasona podano na rys. 13.105. Obrabiane koło i głowica z odpowiednio ukształtowanymi nożami strugającymi obracają się dookoła swoich osi I-I i //-//, tak jakby tworzyły parę kół współpracujących. Obróbka odbywa się za pomocą dwóch wzajemnie mijających się noży o zarysie prostoliniowym. Na rysunku 13.106 przedstawiono cztery kolejne położenia narzędzi i przedmiotu.
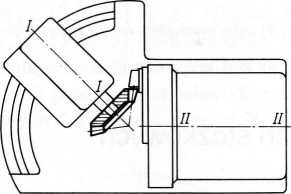
RYS. 13.105. Zasada pracy strugarki Gleasona

RYS. 13.106. Kolejne położenie głowicy z nożami i nacinanego koła na strugarce Gleasona
Dla kół zębatych stożkowych o zębach prostych nie przewiduje się obróbki wykańczającej, gdyż koła te znajdują zastosowanie jedynie w przekładniach o małych prędkościach obwodowych.
Wyszukiwarka
Podobne podstrony:
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM636 636 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.88. Zą
M Feld TBM654 654 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.128. Z
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
więcej podobnych podstron