M Feld TBM624
624
13. Projektowanie procesu technologicznego części klasy koło zębate

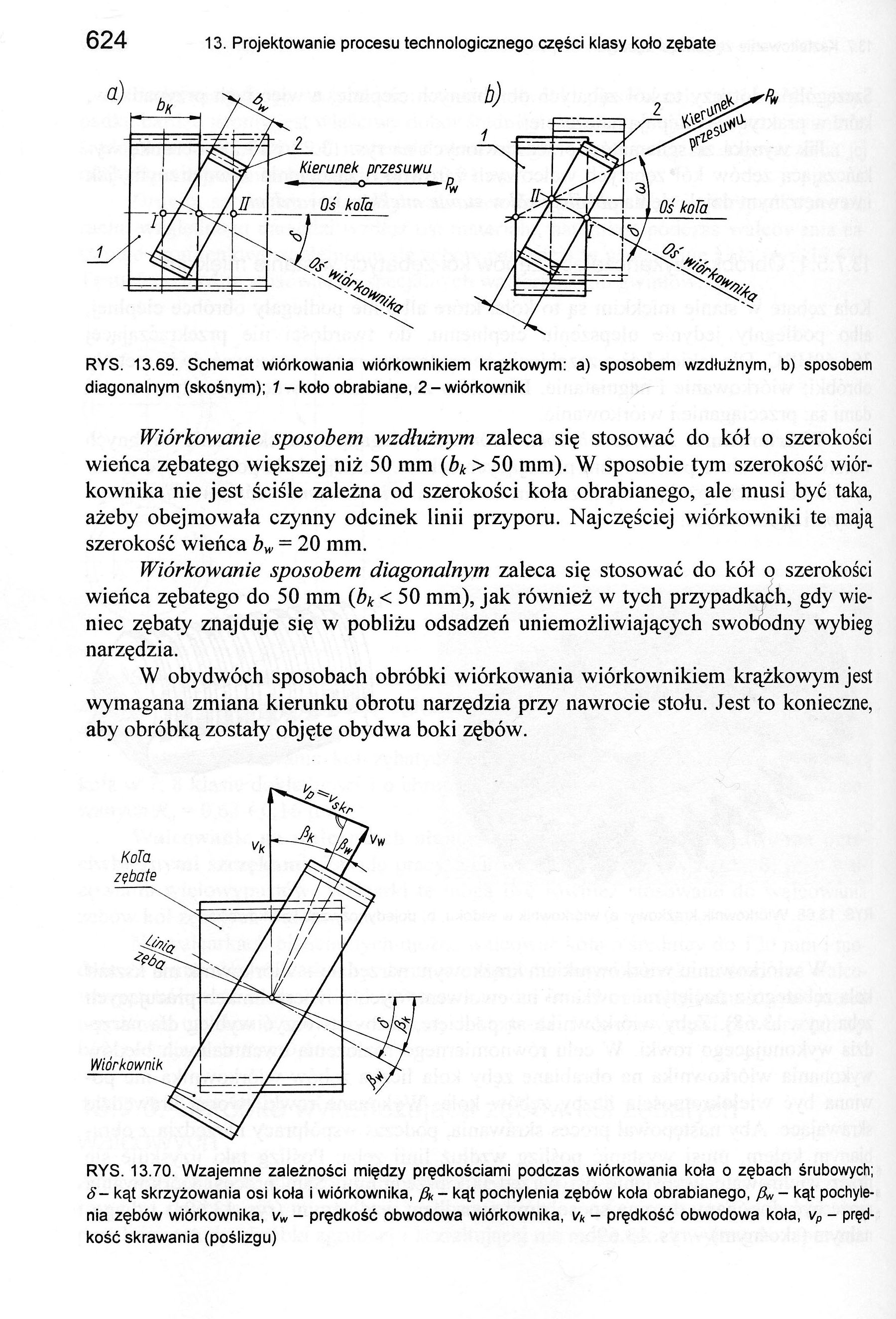
RYS. 13.69. Schemat wiórkowania wiórkownikiem krążkowym: a) sposobem wzdłużnym, b) sposobem diagonalnym (skośnym); 1 - koło obrabiane, 2 - wiórkownik
Wiórkowanie sposobem wzdłużnym zaleca się stosować do kół o szerokości wieńca zębatego większej niż 50 mm (bk > 50 mm). W sposobie tym szerokość wiór-kownika nie jest ściśle zależna od szerokości koła obrabianego, ale musi być taka, ażeby obejmowała czynny odcinek linii przyporu. Najczęściej wiórkowniki te mają szerokość wieńca bw = 20 mm.
Wiórkowanie sposobem diagonalnym zaleca się stosować do kół o szerokości wieńca zębatego do 50 mm (bk < 50 mm), jak również w tych przypadkach, gdy wieniec zębaty znajduje się w pobliżu odsadzeń uniemożliwiających swobodny wybieg narzędzia.
W obydwóch sposobach obróbki wiórkowania wiórkownikiem krążkowym jest wymagana zmiana kierunku obrotu narzędzia przy nawrocie stołu. Jest to konieczne, aby obróbką zostały objęte obydwa boki zębów.

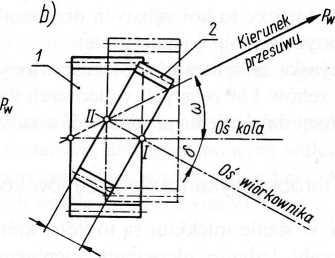
RYS. 13.70. Wzajemne zależności między prędkościami podczas wiórkowania koła o zębach śrubowych; 5- kąt skrzyżowania osi koła i wiórkownika, /?* - kąt pochylenia zębów koła obrabianego, J%, - kąt pochylenia zębów wiórkownika, vw - prędkość obwodowa wiórkownika, vk - prędkość obwodowa koła, vp - prędkość skrawania (poślizgu)
Wyszukiwarka
Podobne podstrony:
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM636 636 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.88. Zą
M Feld TBM644 644 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.104. F
M Feld TBM654 654 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.128. Z
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
więcej podobnych podstron