M Feld TBM261
8.2. Technologiczność konstrukcji części klasy wał
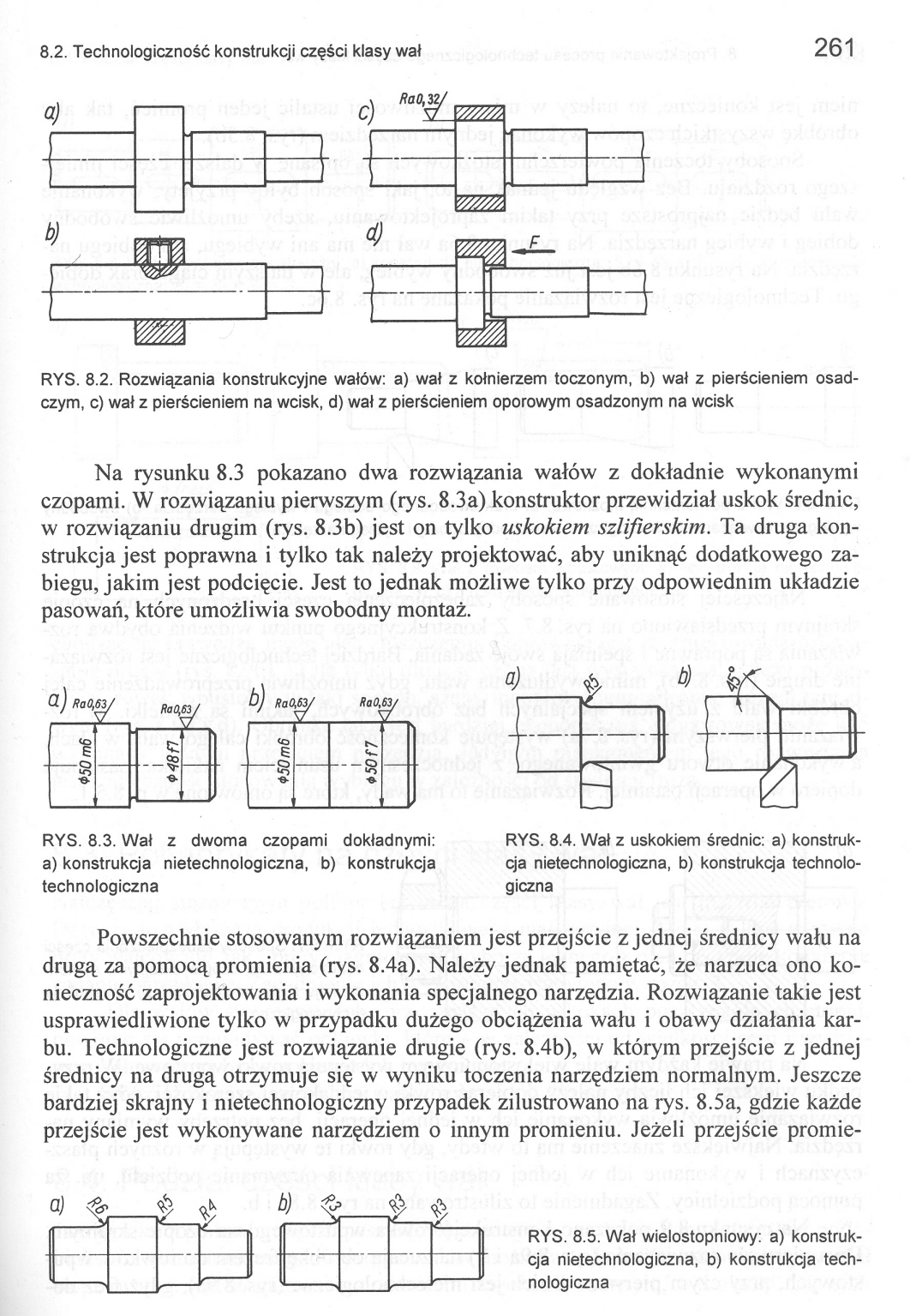
RYS. 8.2. Rozwiązania konstrukcyjne wałów: a) wał z kołnierzem toczonym, b) wał z pierścieniem osad-czym, c) wał z pierścieniem na wcisk, d) wał z pierścieniem oporowym osadzonym na wcisk
261
Na rysunku 8.3 pokazano dwa rozwiązania wałów z dokładnie wykonanymi czopami. W rozwiązaniu pierwszym (rys. 8.3a) konstruktor przewidział uskok średnic, w rozwiązaniu drugim (rys. 8.3b) jest on tylko uskokiem szlifierskim. Ta druga konstrukcja jest poprawna i tylko tak należy projektować, aby uniknąć dodatkowego zabiegu, jakim jest podcięcie. Jest to jednak możliwe tylko przy odpowiednim układzie pasowań, które umożliwia swobodny montaż.
|
Ra0,63/ |
Ra0,63/ |
D) Ra0,63/ |
RaO,63/ | ||
|
t| |
£ |
? | |||
|
* |
IP |
5 | |||
RYS. 8.3. Wał z dwoma czopami dokładnymi: a) konstrukcja nietechnologiczna, b) konstrukcja technologiczna
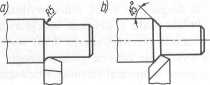
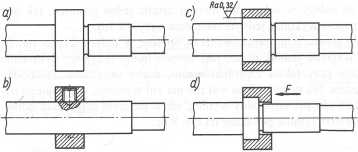
RYS. 8.4. Wał z uskokiem średnic: a) konstrukcja nietechnologiczna, b) konstrukcja technologiczna
Powszechnie stosowanym rozwiązaniem jest przejście z jednej średnicy wału na drugą za pomocą promienia (rys. 8.4a). Należy jednak pamiętać, że narzuca ono konieczność zaprojektowania i wykonania specjalnego narzędzia. Rozwiązanie takie jest usprawiedliwione tylko w przypadku dużego obciążenia wału i obawy działania karbu. Technologiczne jest rozwiązanie drugie (rys. 8.4b), w którym przejście z jednej średnicy na drugą otrzymuje się w wyniku toczenia narzędziem normalnym. Jeszcze bardziej skrajny i nietechnologiczny przypadek zilustrowano na rys. 8.5a, gdzie każde przejście jest wykonywane narzędziem o innym promieniu. Jeżeli przejście promie-
|
q) & |
i | ||
RYS. 8.5. Wał wielostopniowy: a) konstrukcja nietechnologiczna, b) konstrukcja technologiczna
Wyszukiwarka
Podobne podstrony:
M Feld TBM353 8.6. Możliwości obróbki części klasy wał 353 RYS. 8.139. Przestrzeń robocza automatu t
M Feld TBM363 363 8.7. Przykłady procesów technologicznych dla części klasy wał 110Ej fana2*0,2 Ana
M Feld TBM371 8.7. Przykłady procesów technologicznych dla części klasy wał 371 S P a fcjEJ b
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
M Feld TBM375 9.2. Technologiczność konstrukcji części klasy tuleja i tarcza375 RYS. 9.5. Koło zębat
M Feld TBM483 483 11.2. Technologiczność konstrukcji części klasy korpus RYS. 11.2. Otwór dokładny w
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM346 346 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.127. Efektywna d
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM263 8.4. Podział części klasy wał 263RFS # - -> RYS. 8.8. Wał z rowkami wpustowym
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
więcej podobnych podstron