M Feld TBM371
8.7. Przykłady procesów technologicznych dla części klasy wał
371
S
P
e<8>
hO
K Am-/
<■ n
s □
’A
|
r |
T | ||||||
|
A |
B |
C |
D | ||||
|
9tf> |
90° |
45° | |||||
|
w |
S |
— | |||||
|
E |
F |
G |
J | ||||
|
60° |
9CP |
90° |
93° | ||||
|
\ |
r |
* | |||||
|
K |
L |
M |
N | ||||
|
75° |
9Ś3 |
5 OP |
63° |

1. System mocowania 2. Kształt płytki
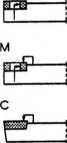
3. Rodzą] noża 4. Kqt przyłożenia główny płytki
Clamplng system Art der Befestigung
Inserts shape Toolstyle Inserts clearance
Form der Wendeschneldplatte Form des Halters Normal-Freiwinklel der Wendeschneidplatte
■
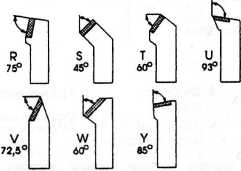
5. Kierunek 6. Wysokość 7. Szerokość
skrawania noża noża
8. Długość noża
9. Długość boku płytki
10. Informacja dodatkowa
Hand of tool Shank helght Shank width
AusfOhmng Hóhe der Schaftbrelte
Schneidenecke
Tool lenght Lónge des Halters
Cuttlng edge lenght Manufacturer option
GróBe der Interno Bezeichnung
Wendeschneidplatte
|
typowa |
nietypowa | |||
|
chwyt |
L (mm) |
symbol |
l (mm) |
symbol |
|
0808 |
60 |
32 |
A | |
|
1010 |
70 |
40 |
B | |
|
1212 |
80 |
50 |
C | |
|
1616 |
100 |
60 |
D | |
|
2020 |
125 |
70 |
E | |
|
2525 |
150 |
80 |
F | |
|
3225 |
170 |
90: |
G | |
|
3232 |
170 |
100 |
H | |
|
4032 |
150 |
110 |
J | |
|
4032 |
200 |
125 |
K | |
|
4040 |
200 |
140 |
L | |
|
5050 |
250 |
150 |
M | |
|
160 |
N | |||
170 180 200 250 300 350 400 450 500 Specjalna
o 4<p>
E
-Q •Q
■B
'A
K &
RYS. 8.158. Oznaczenie noży tokarskich składanych do toczenia zewnętrznego wg ISO
Wyszukiwarka
Podobne podstrony:
M Feld TBM363 363 8.7. Przykłady procesów technologicznych dla części klasy wał 110Ej fana2*0,2 Ana
M Feld TBM449 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
M Feld TBM433 433 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza Frezowan
M Feld TBM441 441 Podpis Podpis Podpis 9.8. Przykłady procesów technologicznych dla części klasy tul
M Feld TBM451 451 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza RYS. 9.1
M Feld TBM549 549 12.5. Ramowe procesy technologiczne Opracowanie procesów technologicznych dla tej
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
więcej podobnych podstron