M Feld TBM433
433
9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
Frezowanie powierzchni płaskich. Stosuje się do powierzchni płaskich i wszelkiego rodzaju nadlewów, zwłaszcza wówczas, gdy zakład nie dysponuje odpowiednią frezarką lub też transport, ze względu na wielkość obrabianej części, byłby kłopotliwy. Głowicę frezową, która ma indywidualny napęd bezpośredni, mocuje się na belce poprzecznej w miejsce suportu górnego (rys. 9.95).
9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
Części klasy tuleja i tarcza obrabia się dzisiaj z reguły na tokarkach wielonarzędzio-wych. Wynika to głównie z obróbki otworu, najczęściej dokładnego, wymagającego kilku narzędzi. Jedynie w produkcji jednostkowej i małoseryjnej obróbkę prowadzi się na tokarkach konwencjonalnych (uniwersalnych). Przykład procesu technologicznego dla części klasy tarcza przedstawiono w rozdz. 5 (rys. 5.5 do 5.9). W tym punkcie będą przedstawione procesy technologiczne tulei na tokarkę uniwersalną i wielona-rzędziową oraz proces technologiczny tarczy na półautomat tokarski.
9.8.1. Proces technologiczny tulei dla produkcji małoseryjnej
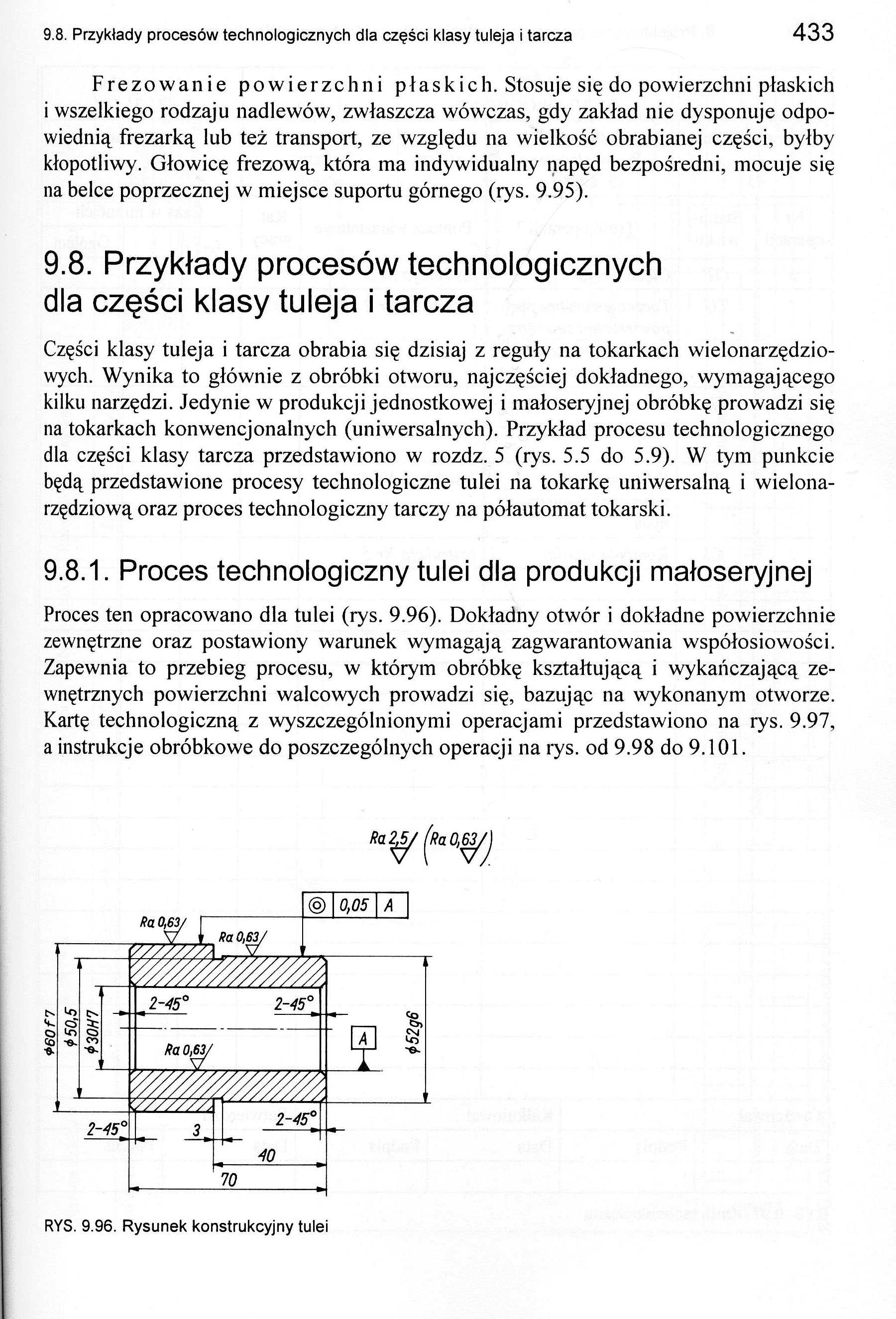
Proces ten opracowano dla tulei (rys. 9.96). Dokładny otwór i dokładne powierzchnie zewnętrzne oraz postawiony warunek wymagają zagwarantowania współosiowości. Zapewnia to przebieg procesu, w którym obróbkę kształtującą i wykańczającą zewnętrznych powierzchni walcowych prowadzi się, bazując na wykonanym otworze. Kartę technologiczną z wyszczególnionymi operacjami przedstawiono na rys. 9.97, a instrukcje obróbkowe do poszczególnych operacji na rys. od 9.98 do 9.101.
2ć/ [Ra 0,G3/J
Ra 2,5,
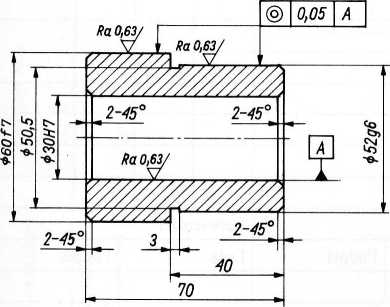
RYS. 9.96. Rysunek konstrukcyjny tulei
Wyszukiwarka
Podobne podstrony:
M Feld TBM451 451 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza RYS. 9.1
M Feld TBM449 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
M Feld TBM363 363 8.7. Przykłady procesów technologicznych dla części klasy wał 110Ej fana2*0,2 Ana
M Feld TBM441 441 Podpis Podpis Podpis 9.8. Przykłady procesów technologicznych dla części klasy tul
M Feld TBM371 8.7. Przykłady procesów technologicznych dla części klasy wał 371 S P a fcjEJ b
M Feld TBM375 9.2. Technologiczność konstrukcji części klasy tuleja i tarcza375 RYS. 9.5. Koło zębat
M Feld TBM377 377 9.2. Technologiczność konstrukcji części klasy tuleja i tarcza Zagadnienia związan
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM549 549 12.5. Ramowe procesy technologiczne Opracowanie procesów technologicznych dla tej
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
więcej podobnych podstron