M Feld TBM375

9.2. Technologiczność konstrukcji części klasy tuleja i tarcza
375
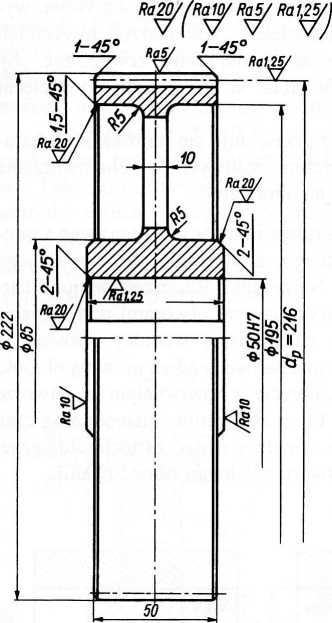
RYS. 9.5. Koło zębate klasy tarcza, zaprojektowane jako odlew
Kolejnym warunkiem jest niekiedy konieczność zachowania równoległości powierzchni czół, dla której dopuszcza się błąd w granicach 0,03 h- 0,05.
W tarczach znacznie rzadziej niż w tulejach występują zewnętrzne powierzchnie dokładnie wymiarowane, niemniej warunek ich współosiowości z otworem jest prawie zawsze obecny. Wynika to z późniejszej pracy tarczy przy ruchu obrotowym, gdzie zachowanie współosiowości wpływa na wyrównoważenie wirującej masy. Dotyczy to zwłaszcza tarcz o większych wymiarach gabarytowych. W takich tarczach, gdzie półfabrykatami są odlewy, najczęściej nie obrobione pozostają żebra, otwory w żebrach oraz wewnętrzne powierzchnie wieńca i zewnętrzne piasty (rys. 9.5).
9.2. Technologiczność konstrukcji części klasy tuleja i tarcza
Najistotniejsze wytyczne dotyczące technologiczności konstrukcji tulei i tarcz są następujące:
- Otwór, zwłaszcza stopniowany, należy tak zaprojektować, aby istniała możliwość obróbki tego otworu z jednego zamocowania.
Wyszukiwarka
Podobne podstrony:
M Feld TBM261 8.2. Technologiczność konstrukcji części klasy wał RYS. 8.2. Rozwiązania konstrukcyjne
M Feld TBM377 377 9.2. Technologiczność konstrukcji części klasy tuleja i tarcza Zagadnienia związan
M Feld TBM483 483 11.2. Technologiczność konstrukcji części klasy korpus RYS. 11.2. Otwór dokładny w
M Feld TBM583 583 13.2. Technologiczność konstrukcji części klasy koło zębate walcowe RYS. 13.4. Koł
M Feld TBM433 433 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza Frezowan
M Feld TBM449 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
M Feld TBM451 451 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza RYS. 9.1
M Feld TBM379 379 9.4. Podział części klasy tuleja i tarcza RYS. 9.11. Walcowanie (wyoblanie) koła p
M Feld TBM429 9.7. Możliwości obróbki części klasy tuleja i tarcza429 RYS. 9.85. Obróbka powierzchni
M Feld TBM441 441 Podpis Podpis Podpis 9.8. Przykłady procesów technologicznych dla części klasy tul
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
M Feld TBM363 363 8.7. Przykłady procesów technologicznych dla części klasy wał 110Ej fana2*0,2 Ana
M Feld TBM371 8.7. Przykłady procesów technologicznych dla części klasy wał 371 S P a fcjEJ b
M Feld TBM353 8.6. Możliwości obróbki części klasy wał 353 RYS. 8.139. Przestrzeń robocza automatu t
kpiup0061 45 1.8. Technologiczność konstrukcji elementów odlewanych z metalic-c ff = Rys.
Studium technologiczno-konstrukcyjne wykorzystania techniki szybkiego prototypowania... Rys. 3. Sche
Studium technologiczno-konstrukcyjne wykorzystania techniki szybkiego prototypowania... Rys. 5. Zrzu
więcej podobnych podstron