M Feld TBM429
9.7. Możliwości obróbki części klasy tuleja i tarcza

429
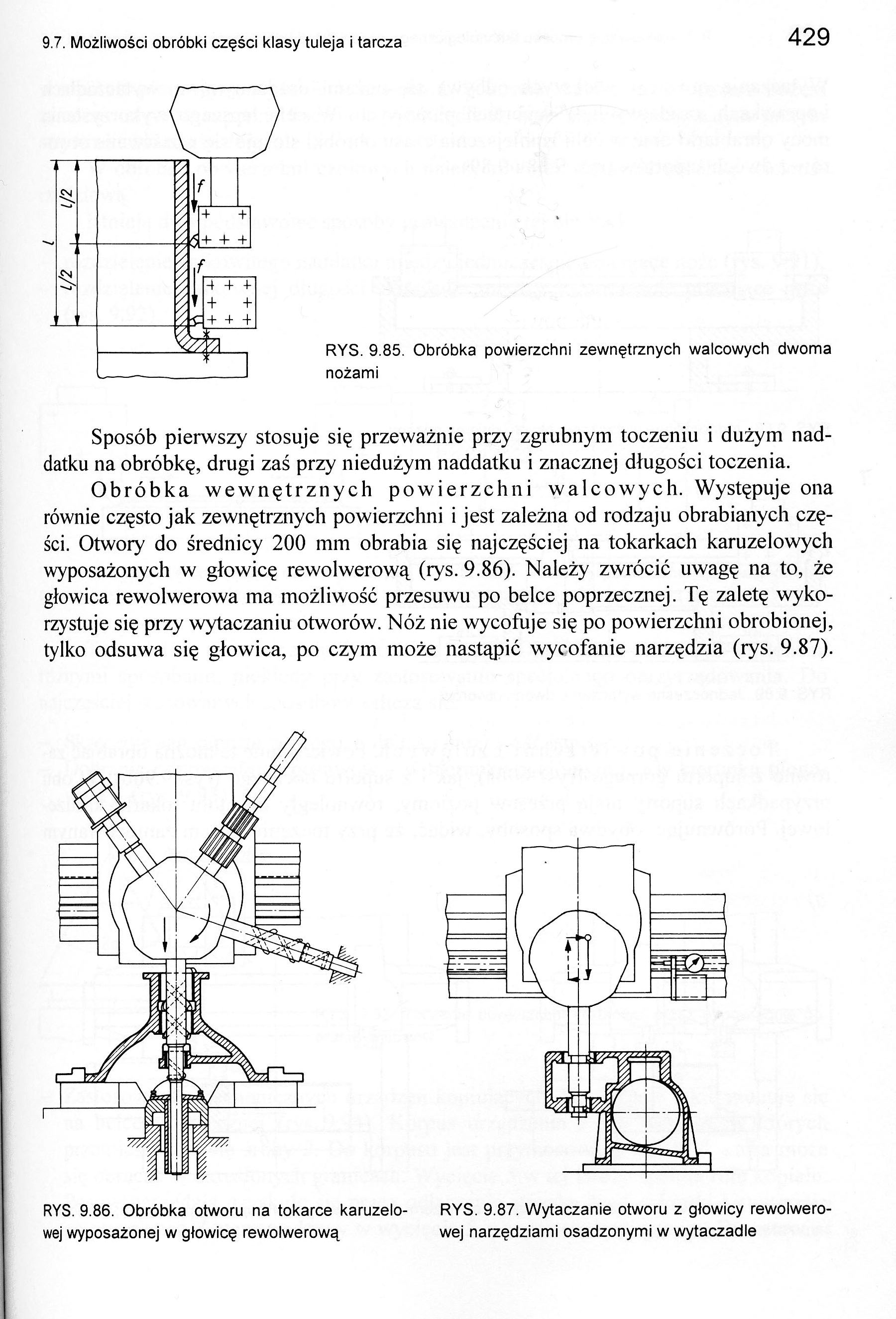
RYS. 9.85. Obróbka powierzchni zewnętrznych walcowych dwoma nożami
Sposób pierwszy stosuje się przeważnie przy zgrubnym toczeniu i dużym naddatku na obróbkę, drugi zaś przy niedużym naddatku i znacznej długości toczenia.
Obróbka wewnętrznych powierzchni walcowych. Występuje ona równie często jak zewnętrznych powierzchni i jest zależna od rodzaju obrabianych części. Otwory do średnicy 200 mm obrabia się najczęściej na tokarkach karuzelowych wyposażonych w głowicę rewolwerową (rys. 9.86). Należy zwrócić uwagę na to, że głowica rewolwerowa ma możliwość przesuwu po belce poprzecznej. Tę zaletę wykorzystuje się przy wytaczaniu otworów. Nóż nie wycofuje się po powierzchni obrobionej, tylko odsuwa się głowica, po czym może nastąpić wycofanie narzędzia (rys. 9.87).


RYS. 9.86. Obróbka otworu na tokarce karuzelo- RYS. 9.87. Wytaczanie otworu z głowicy rewolwerowej wyposażonej w głowicę rewolwerową wej narzędziami osadzonymi w wytaczadle
Wyszukiwarka
Podobne podstrony:
M Feld TBM375 9.2. Technologiczność konstrukcji części klasy tuleja i tarcza375 RYS. 9.5. Koło zębat
M Feld TBM379 379 9.4. Podział części klasy tuleja i tarcza RYS. 9.11. Walcowanie (wyoblanie) koła p
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
M Feld TBM450 450 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.108.
M Feld TBM451 451 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza RYS. 9.1
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM421 421 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
więcej podobnych podstron