M Feld TBM417
417
9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tarcza
Bardzo trudnym zagadnieniem jest nacinanie gwintownikami gwintów trapezowych. Wynika to przede wszystkim z ich wymiarów charakterystycznych. Dla jednakowych średnic nominalnych gwinty trapezowe różnią się od gwintów o zarysie trójkątnym głównie: większą głębokością zarysu, mniejszym kątem zarysu i większą długością względną otworu gwintowanego. Ze względu na wymienione różnice gwintowniki konstruowane dla gwintów trapezowych muszą zwykle tworzyć komplety składające się z kilku sztuk (3 + 5). Powoduje to zwiększenie kosztów narzędzi oraz robocizny. Stąd ciągłe poszukiwania nowych rozwiązań konstrukcyjnych, umożliwiających zmniejszenie kosztów, przy jednoczesnym wzroście dokładności wykonania zarysu i zmniejszeniu chropowatości powierzchni pracujących gwintu.
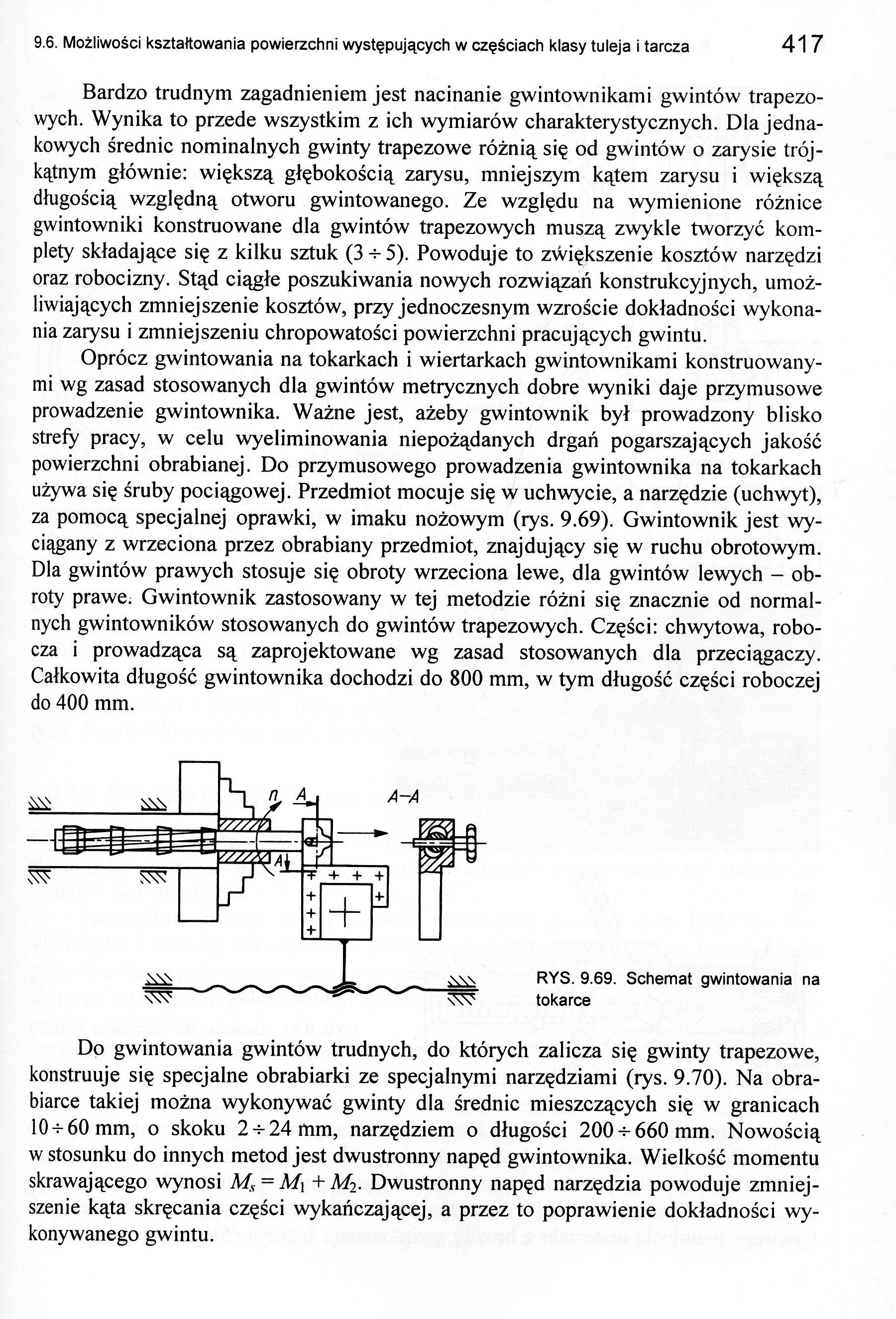
Oprócz gwintowania na tokarkach i wiertarkach gwintownikami konstruowanymi wg zasad stosowanych dla gwintów metrycznych dobre wyniki daje przymusowe prowadzenie gwintownika. Ważne jest, ażeby gwintownik był prowadzony blisko strefy pracy, w celu wyeliminowania niepożądanych drgań pogarszających jakość powierzchni obrabianej. Do przymusowego prowadzenia gwintownika na tokarkach używa się śruby pociągowej. Przedmiot mocuje się w uchwycie, a narzędzie (uchwyt), za pomocą specjalnej oprawki, w imaku nożowym (rys. 9.69). Gwintownik jest wyciągany z wrzeciona przez obrabiany przedmiot, znajdujący się w ruchu obrotowym. Dla gwintów prawych stosuje się obroty wrzeciona lewe, dla gwintów lewych - obroty prawe. Gwintownik zastosowany w tej metodzie różni się znacznie od normalnych gwintowników stosowanych do gwintów trapezowych. Części: chwytowa, robocza i prowadząca są zaprojektowane wg zasad stosowanych dla przeciągaczy. Całkowita długość gwintownika dochodzi do 800 mm, w tym długość części roboczej do 400 mm.
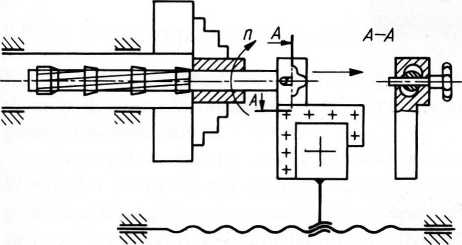
RYS. 9.69. Schemat gwintowania na tokarce
Do gwintowania gwintów trudnych, do których zalicza się gwinty trapezowe, konstruuje się specjalne obrabiarki ze specjalnymi narzędziami (rys. 9.70). Na obrabiarce takiej można wykonywać gwinty dla średnic mieszczących się w granicach 10 + 60 mm, o skoku 2 + 24 mm, narzędziem o długości 200 + 660 mm. Nowością w stosunku do innych metod jest dwustronny napęd gwintownika. Wielkość momentu skrawającego wynosi M„ - M\ + M2. Dwustronny napęd narzędzia powoduje zmniejszenie kąta skręcania części wykańczającej, a przez to poprawienie dokładności wykonywanego gwintu.
Wyszukiwarka
Podobne podstrony:
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM421 421 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM405 405 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM411 411 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM419 419 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
więcej podobnych podstron