M Feld TBM421
421
9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tarcza
osi między rolkami głowicy. Przy zetknięciu się ze zderzakiem 9 chwyt 10 przestaje się przesuwać względem gwintowanego elementu, gdy korpus 7 przesuwa się dalej, powodując rozłączenie się sprzęgła kłowego. Korpus 7 pod działaniem napiętej sprężyny spiralnej 11 obraca się względem chwytu o kąt 30 + 50°, powodując odtaczanie się kół obiegowych 3 i wałków mimośrodowych 2, przez co rolki walcujące odsuwają się od wykonanego gwintu.
Tą metodą można wygniatać gwinty wewnętrzne już od Ml 0.
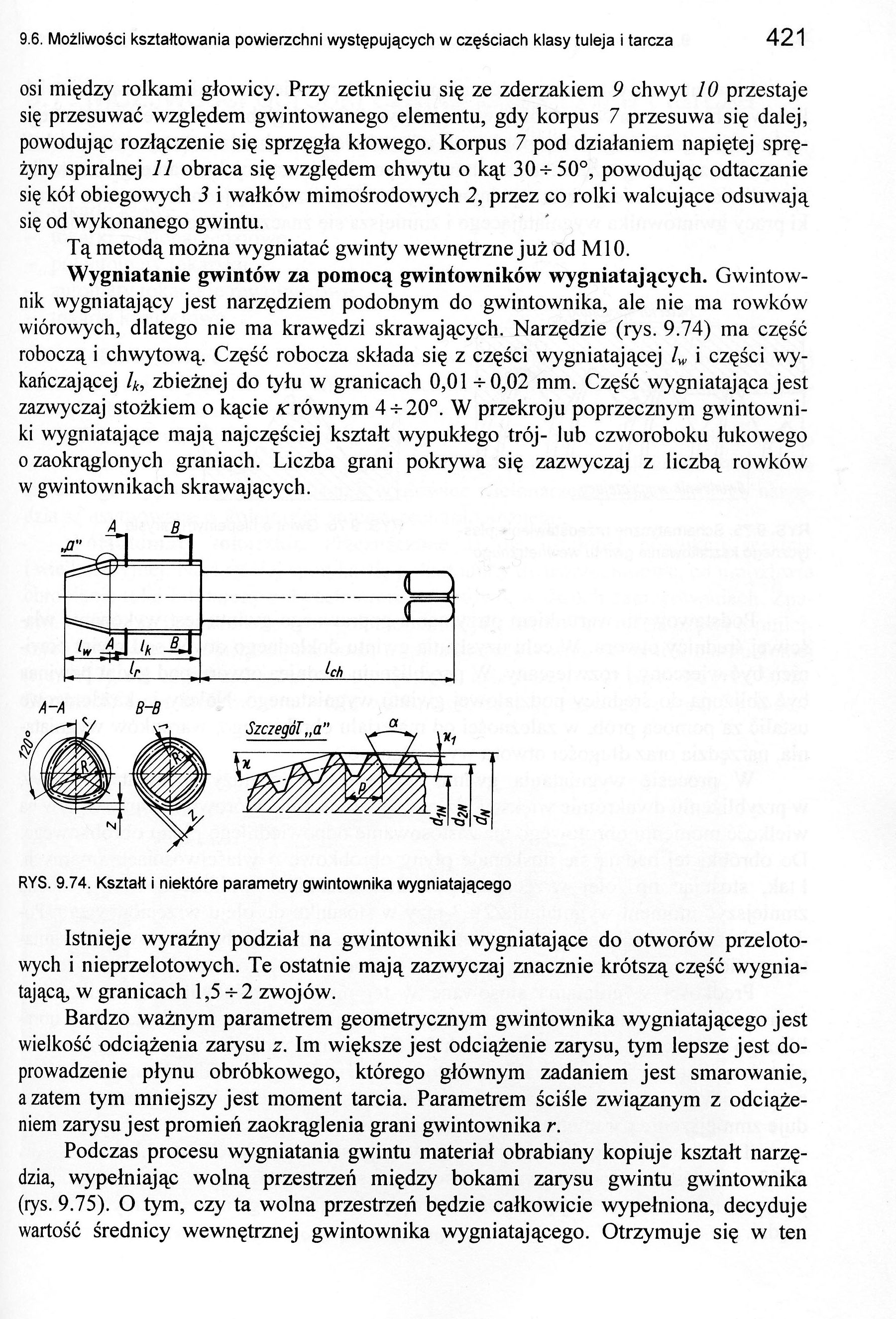
Wygniatanie gwintów za pomocą gwintowników wygniatających. Gwintownik wygniatający jest narzędziem podobnym do gwintownika, ale nie ma rowków wiórowych, dlatego nie ma krawędzi skrawających. Narzędzie (rys. 9.74) ma część roboczą i chwytową. Część robocza składa się z części wygniatającej lw i części wykańczającej 4, zbieżnej do tyłu w granicach 0,01 + 0,02 mm. Część wygniatająca jest zazwyczaj stożkiem o kącie krównym 4 + 20°. W przekroju poprzecznym gwintowniki wygniatające mają najczęściej kształt wypukłego trój- lub czworoboku łukowego o zaokrąglonych graniach. Liczba grani pokrywa się zazwyczaj z liczbą rowków w gwintownikach skrawających.
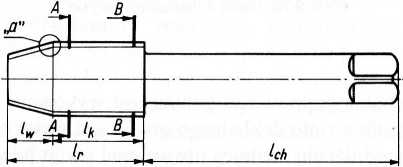
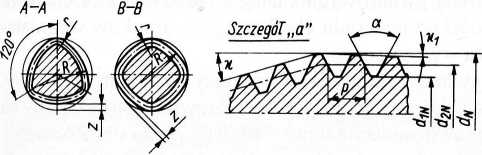
RYS. 9.74. Kształt i niektóre parametry gwintownika wygniatającego
Istnieje wyraźny podział na gwintowniki wygniatające do otworów przelotowych i nieprzelotowych. Te ostatnie mają zazwyczaj znacznie krótszą część wygniatającą, w granicach 1,5 + 2 zwojów.
Bardzo ważnym parametrem geometrycznym gwintownika wygniatającego jest wielkość odciążenia zarysu z. Im większe jest odciążenie zarysu, tym lepsze jest doprowadzenie płynu obróbkowego, którego głównym zadaniem jest smarowanie, a zatem tym mniejszy jest moment tarcia. Parametrem ściśle związanym z odciążeniem zarysu jest promień zaokrąglenia grani gwintownika r.
Podczas procesu wygniatania gwintu materiał obrabiany kopiuje kształt narzędzia, wypełniając wolną przestrzeń między bokami zarysu gwintu gwintownika (rys. 9.75). O tym, czy ta wolna przestrzeń będzie całkowicie wypełniona, decyduje wartość średnicy wewnętrznej gwintownika wygniatającego. Otrzymuje się w ten
Wyszukiwarka
Podobne podstrony:
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM405 405 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM411 411 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM419 419 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
więcej podobnych podstron