M Feld TBM405
405
9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tarcza
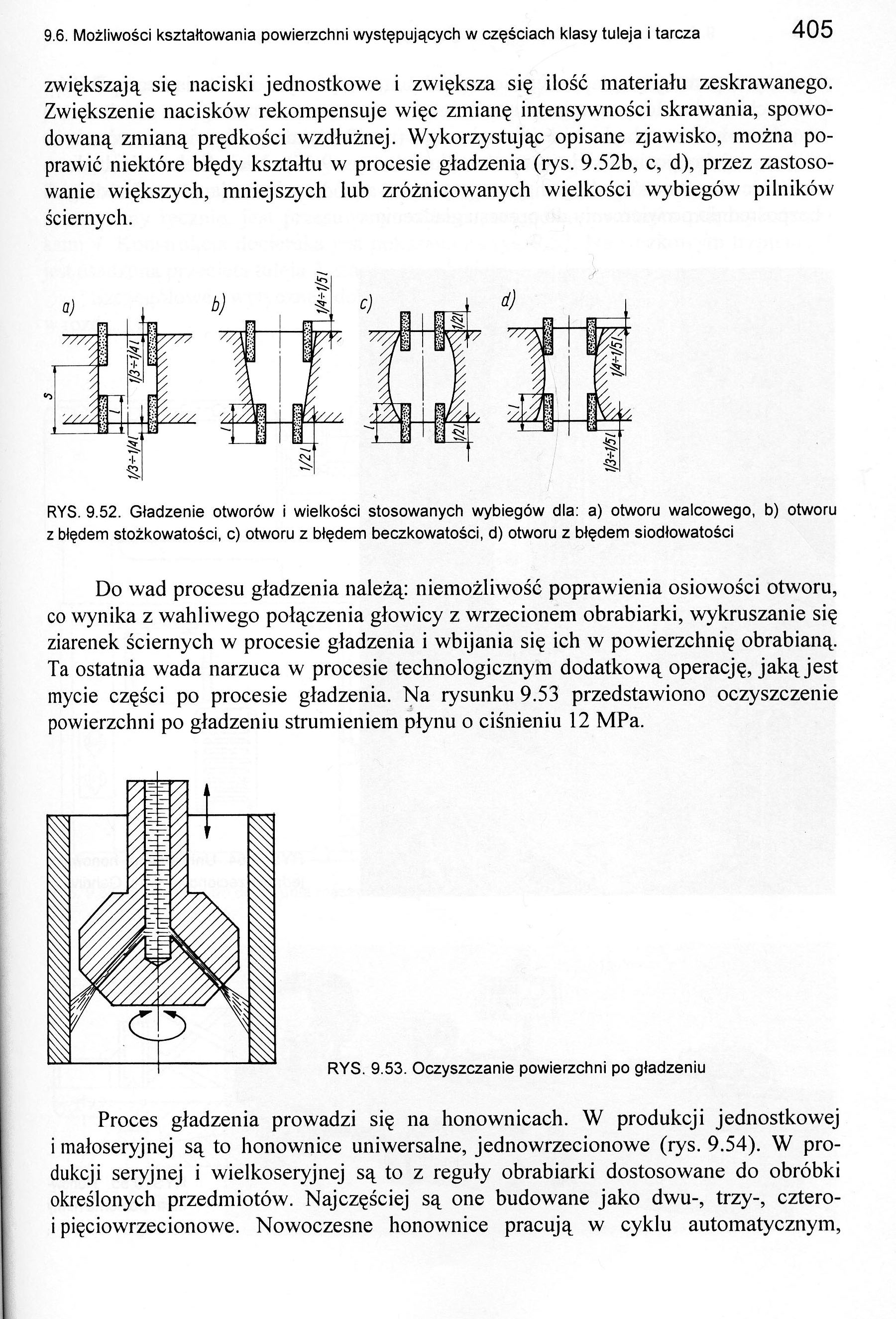
zwiększają się naciski jednostkowe i zwiększa się ilość materiału zeskrawanego. Zwiększenie nacisków rekompensuje więc zmianę intensywności skrawania, spowodowaną zmianą prędkości wzdłużnej. Wykorzystując opisane zjawisko, można poprawić niektóre błędy kształtu w procesie gładzenia (rys. 9.52b, c, d), przez zastosowanie większych, mniejszych lub zróżnicowanych wielkości wybiegów pilników ściernych.
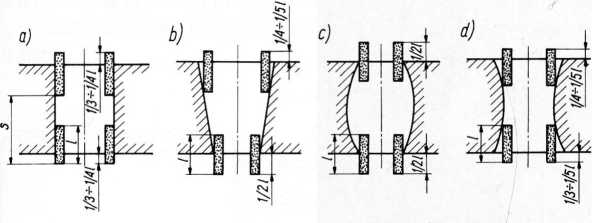
RYS. 9.52. Gładzenie otworów i wielkości stosowanych wybiegów dla: a) otworu walcowego, b) otworu z błędem stożkowatości, c) otworu z błędem beczkowatości, d) otworu z błędem siodłowatości
Do wad procesu gładzenia należą: niemożliwość poprawienia osiowości otworu, co wynika z wahliwego połączenia głowicy z wrzecionem obrabiarki, wykruszanie się ziarenek ściernych w procesie gładzenia i wbijania się ich w powierzchnię obrabianą. Ta ostatnia wada narzuca w procesie technologicznym dodatkową operację, jaką jest mycie części po procesie gładzenia. Na rysunku 9.53 przedstawiono oczyszczenie powierzchni po gładzeniu strumieniem płynu o ciśnieniu 12 MPa.
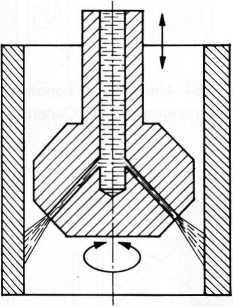
RYS. 9.53. Oczyszczanie powierzchni po gładzeniu
Proces gładzenia prowadzi się na honownicach. W produkcji jednostkowej i małoseryjnej są to honownice uniwersalne, jednowrzecionowe (rys. 9.54). W produkcji seryjnej i wielkoseryjnej są to z reguły obrabiarki dostosowane do obróbki określonych przedmiotów. Najczęściej są one budowane jako dwu-, trzy-, cztero-i pięciowrzecionowe. Nowoczesne honownice pracują w cyklu automatycznym,
Wyszukiwarka
Podobne podstrony:
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM411 411 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM419 419 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM421 421 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
więcej podobnych podstron