M Feld TBM411
411
9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tarcza
małoseryjnej, przy zastosowaniu bardzo dokładnego uchwytu podziałowego. Jedyną poprawną metodąjest obróbka wielowypustu przez przeciąganie.
Technologia wielowypustu przeciąganego może się składać z dwóch operacji (rys. 9.63). Proces tak zaprojektowany ma tę zaletę, że na przeciągarce obrabia się tylko rowki wielowypustu, co umożliwia zmniejszenie długości przeciągacza. Należy jednak pamiętać, że przedmiot musi być ustawiony dokładnie wg wykonanego otworu i wg tego otworu musi być prowadzony przeciągacz. -
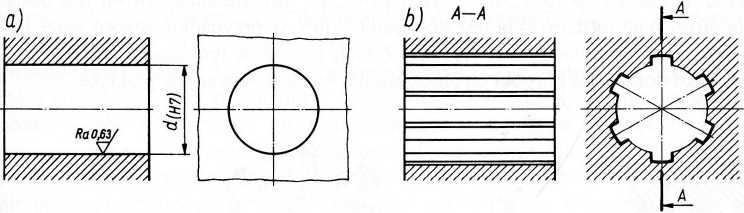
RYS. 9.63. Technologia wielowypustu w otworze: a) wykonanie otworu walcowego, b) przeciąganie rowków wielowypustu
Inny sposób, dający znacznie lepsze wyniki, podano na rys. 9.64. W procesie tak zaprojektowanym otrzymuje się ścisłą współosiowość otworu walcowanego z wielowypustem. Jedyną wadą, która może spowodować rezygnację z tej metody, jest znaczna długość przeciągacza, uzależniona od długości otworu, wielkości naddatku i materiału. Jak wiadomo z zasad konstrukcji narzędzi, długość przeciągacza jest często ograniczona możliwościami jego wykonania i ten warunek trzeba mieć na uwadze.
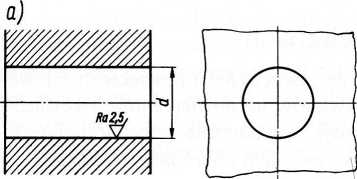
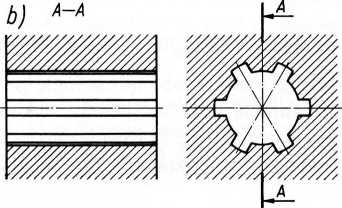
RYS. 9.64. Technologia wielowypustu w otworze: a) wykonanie otworu walcowego zgrubnie i kształtująco, b) jednoczesne przeciąganie otworu walcowego i wielowypustu
Wymienione metody mogą być stosowane w tych przypadkach, kiedy zbędna jest obróbka cieplna. Jeżeli tuleja lub tarcza z wielowypustem musi być poddana obróbce cieplnej, to po jej wykonaniu powierzchnie ważne, w tym również powierzchnie środkujące wielowypustu, muszą być poprawione w obróbce wykańczającej.
Wyszukiwarka
Podobne podstrony:
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM405 405 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM419 419 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM421 421 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
więcej podobnych podstron