M Feld TBM389
389
9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tarcza
W procesie wiercenia, podobnie jak w procesie toczenia, dąży się do wyeliminowania płynu obróbkowego, bądź też znacznego jego ograniczenia. Jest to zagadnienie znacznie trudniejsze, zwłaszcza przy wierceniu otworów o Ud > 1. Niemniej dla wielu materiałów proces z minimalną ilością płynu obróbkowego jest opanowany. Podstawową cechą obróbki z minimalną ilością płynu obróbkowego jest fakt, że narzędzie, przedmiot i wióry pozostają suche. Te szczątkowe ilości medium są doprowadzane zazwyczaj przez otwory wykonane w wiertle (rys. 9.29), aby płyn doprowadzić do ostrzy skrawających.
Otwory odlane lub odkute w półfabrykacie nie mogą być obrabiane wiertłami krętymi, gdyż na twardej i zwykle nierównej powierzchni surowej otworu (skorupie) wiertła te ulegają szybkiemu zużyciu, szczególnie następuje wycieranie łysinek prowadzących. Otwory takie, w zależności od wielkości produkcji, powinno się wiercić wiertłami z płytkami skrawającymi, mocowanymi mechanicznie, wytaczać lub pogłębiać.
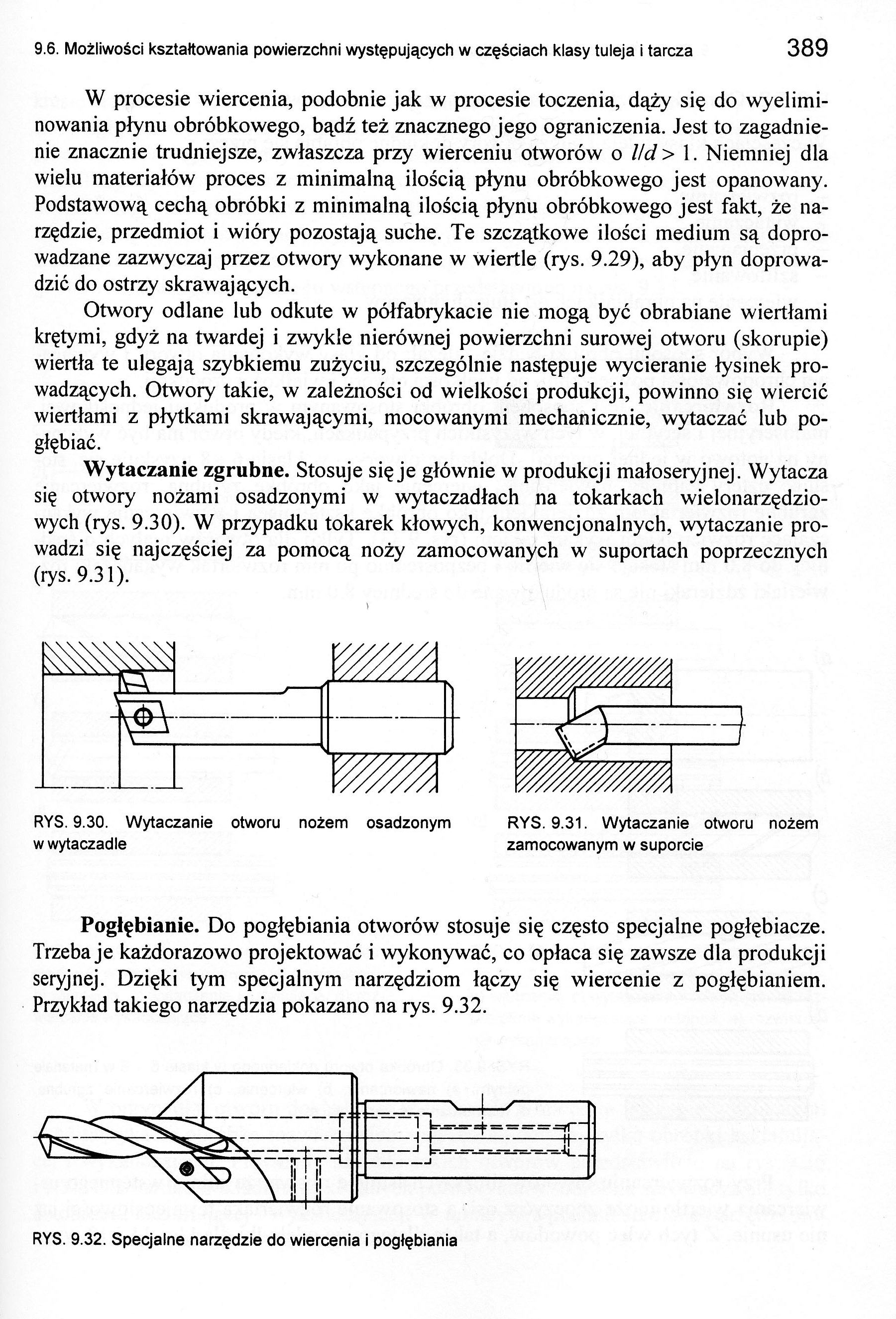
Wytaczanie zgrubne. Stosuje się je głównie w produkcji małoseryjnej. Wytacza się otwory nożami osadzonymi w wytaczadłach na tokarkach wielonarzędzio-wych (rys. 9.30). W przypadku tokarek kłowych, konwencjonalnych, wytaczanie prowadzi się najczęściej za pomocą noży zamocowanych w suportach poprzecznych (rys. 9.31).
RYS. 9.30. Wytaczanie otworu nożem osadzonym w wytaczadle
RYS. 9.31. Wytaczanie otworu nożem zamocowanym w suporcie
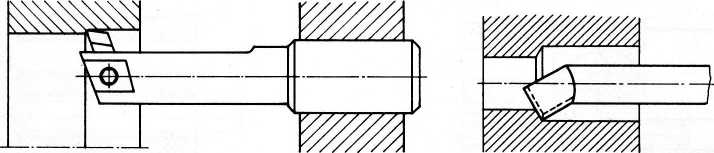
Pogłębianie. Do pogłębiania otworów stosuje się często specjalne pogłębiacze. Trzeba je każdorazowo projektować i wykonywać, co opłaca się zawsze dla produkcji seryjnej. Dzięki tym specjalnym narzędziom łączy się wiercenie z pogłębianiem. Przykład takiego narzędzia pokazano na rys. 9.32.

V
RYS. 9.32. Specjalne narzędzie do wiercenia i pogłębiania
Wyszukiwarka
Podobne podstrony:
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM421 421 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM405 405 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM411 411 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM419 419 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
więcej podobnych podstron